filmov
tv
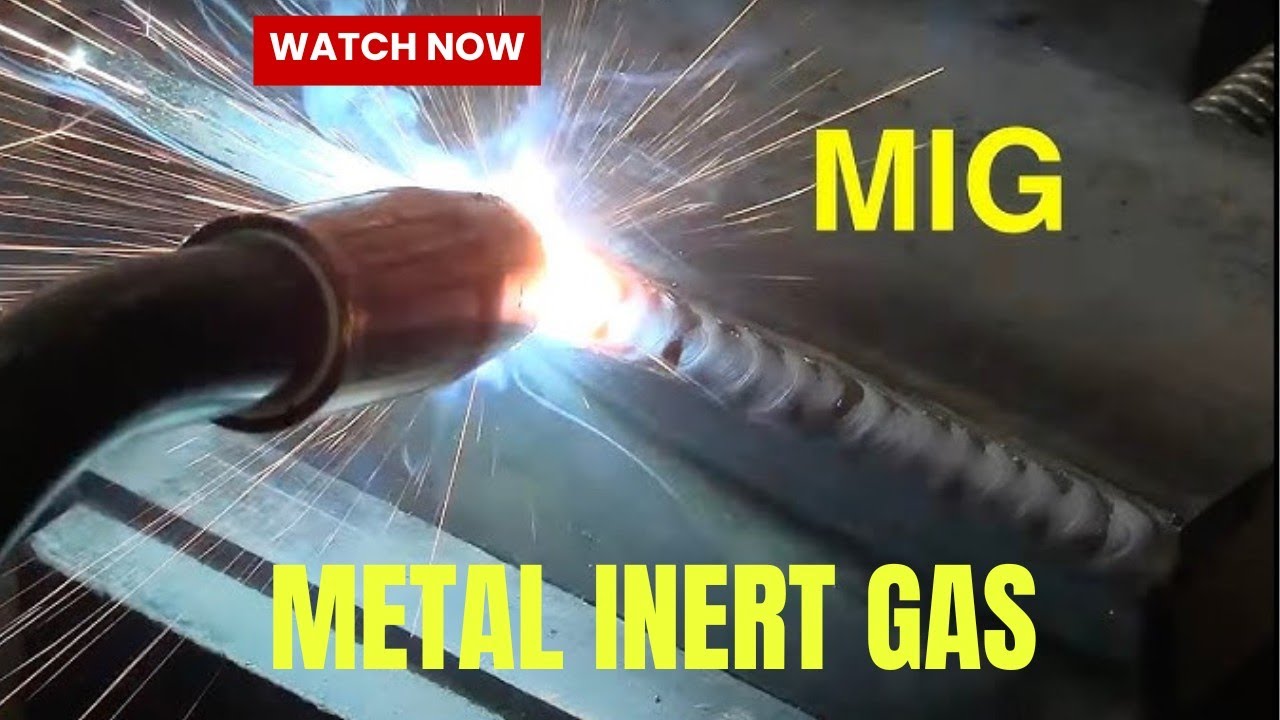
MIG welding CO2 / Advanced
Показать описание
MIG welding (Metal Inert Gas welding) typically uses a shielding gas to protect the molten weld pool from contamination. While the most common shielding gas for MIG welding is a mix of argon and CO2 (carbon dioxide), pure CO2 can also be used in MIG welding, but it has some specific effects on the welding process.
When using CO2 for MIG welding:
Cost-Effective: CO2 is less expensive than argon and argon mixtures, making it a budget-friendly option for some welding projects.
Weld Characteristics: Pure CO2 can produce a slightly higher heat output, resulting in a deeper penetration weld. This makes it useful for welding thicker materials.
Welding Quality: CO2 can produce a more spattery weld compared to argon or argon-CO2 mixtures, making it less desirable for clean, smooth welds.
Gas Efficiency: CO2 tends to consume more gas than mixed gases, leading to a higher consumption rate and more frequent need for refills.
Advantages of using CO2:
Improved Penetration: The high heat output of CO2 can help achieve better penetration, which is beneficial when working with thicker metals.
Increased Productivity: Faster travel speeds and the ability to weld thicker materials can result in higher productivity.
Disadvantages of using CO2:
Spatter: More spatter can occur, requiring more post-weld cleanup.
Less Control: The higher heat and spatter can make it harder to control the weld appearance compared to using argon-based shielding gases.
In conclusion, using CO2 in MIG welding is more common in industrial settings where cost-efficiency and the need for deep penetration outweigh the desire for a clean, smooth weld appearance. For a higher-quality finish, a gas mix like 75% argon and 25% CO2 is typically preferred.
#migwelding #welding
When using CO2 for MIG welding:
Cost-Effective: CO2 is less expensive than argon and argon mixtures, making it a budget-friendly option for some welding projects.
Weld Characteristics: Pure CO2 can produce a slightly higher heat output, resulting in a deeper penetration weld. This makes it useful for welding thicker materials.
Welding Quality: CO2 can produce a more spattery weld compared to argon or argon-CO2 mixtures, making it less desirable for clean, smooth welds.
Gas Efficiency: CO2 tends to consume more gas than mixed gases, leading to a higher consumption rate and more frequent need for refills.
Advantages of using CO2:
Improved Penetration: The high heat output of CO2 can help achieve better penetration, which is beneficial when working with thicker metals.
Increased Productivity: Faster travel speeds and the ability to weld thicker materials can result in higher productivity.
Disadvantages of using CO2:
Spatter: More spatter can occur, requiring more post-weld cleanup.
Less Control: The higher heat and spatter can make it harder to control the weld appearance compared to using argon-based shielding gases.
In conclusion, using CO2 in MIG welding is more common in industrial settings where cost-efficiency and the need for deep penetration outweigh the desire for a clean, smooth weld appearance. For a higher-quality finish, a gas mix like 75% argon and 25% CO2 is typically preferred.
#migwelding #welding
 0:05:26
0:05:26
 0:07:18
0:07:18
 0:02:52
0:02:52
 0:03:16
0:03:16
 0:00:22
0:00:22
 0:00:26
0:00:26
 0:14:40
0:14:40
 0:00:16
0:00:16
 0:00:16
0:00:16
 0:04:53
0:04:53
 0:11:01
0:11:01
 0:16:44
0:16:44
 0:00:49
0:00:49
 0:06:40
0:06:40
 0:04:47
0:04:47
 0:00:12
0:00:12
 0:03:03
0:03:03
 0:00:07
0:00:07
 0:00:45
0:00:45
 0:22:14
0:22:14
 0:11:47
0:11:47
 0:12:31
0:12:31
 0:12:45
0:12:45
 0:04:32
0:04:32