filmov
tv
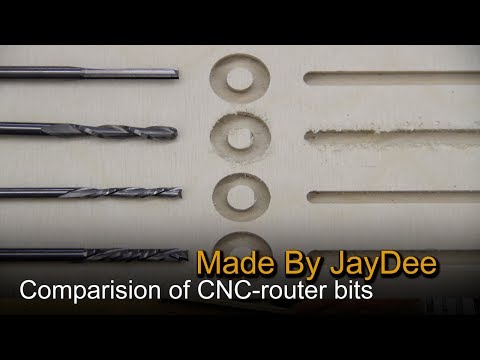
Comparison of 4 different CNC endmill router bits

Показать описание
The chip out of some CNC router bits was annoying, so i ordered some different types and made this test.
The candidates:
1.) straight cut router bit
2.) up cut router bit
3.) down cut router bit
4.) up/down cut router bit
Like standard router bits for handheld machines, the straight cut type seems to work great on my CNC.
All four router bits are from aliexpress-Seller "CNC Cheap Store":
straight cut:
down cut:
up-/down cut:
upcut:
The candidates:
1.) straight cut router bit
2.) up cut router bit
3.) down cut router bit
4.) up/down cut router bit
Like standard router bits for handheld machines, the straight cut type seems to work great on my CNC.
All four router bits are from aliexpress-Seller "CNC Cheap Store":
straight cut:
down cut:
up-/down cut:
upcut:
 0:06:12
0:06:12
Comparison of 4 different CNC endmill router bits
 0:08:51
0:08:51
CNC Bits For Beginners / Upcut Vs. DownCut Vs. Compression Vs. Ball Nose End Mills!
 0:04:23
0:04:23
Mekanika EVO vs PRO | CNC Milling Machines Comparison
 0:01:01
0:01:01
CNC milling: how 3 axis, 4 axis, 5 axis working?
 0:31:02
0:31:02
The Ultimate Desktop CNC Router Comparison - Which Should You Buy?
 0:08:07
0:08:07
CNC machines - The Types of CNC Machines Explained (3 and 5 axis)
 0:08:55
0:08:55
Watch BEFORE You Buy a CNC Router in 2024
 0:15:28
0:15:28
Best CNC Router Machine for Beginners in 2024 | Top 5 | Cut/Engraving
 1:28:36
1:28:36
CNC Q & A Podcast | Episode 4
 0:00:17
0:00:17
5 axis cnc woodworking machine cnc router
 0:11:48
0:11:48
The Hidden Costs of CNC's!
 0:16:34
0:16:34
Watch This Before You Buy A CNC Router In 2023
 0:05:14
0:05:14
3 Axis, 4 Axis & 5 Axis CNC Milling: Best Router?
 0:11:39
0:11:39
10 Differences Between CNC Spindles & Routers (I Use Both)
 0:13:57
0:13:57
Game Changing CNC Machine for Small Woodworking Shops
 0:13:11
0:13:11
CNC vs Laser. Which Should You Get First?
 1:47:57
1:47:57
The Ultimate CNC Router Review Buyers Guide, Best CNC Routers
 0:01:57
0:01:57
The First Samurai - The pinnacle of Desktop CNC Machines - Official launch
 0:04:26
0:04:26
CNC Machining - 3, 4 & 5th Axis? Explained
 0:28:20
0:28:20
Which is the Best CNC for You? Avid CNC or Phantom CNC?
 0:09:18
0:09:18
CNC Mill Tool Holding for R8 Spindles - Comparing All Options
 0:07:15
0:07:15
So You Want to Buy a CNC Mill, Part 4 Rough Cost Compare
 0:08:17
0:08:17
Comparing CNC machines for luthiery work | Making the TCI 5050 CNC
 0:06:20
0:06:20
Did you know this about CNC machines? - 3, 4 & 5 axis CNC machines EXPLAINED | Engineering 101 -...
Комментарии