filmov
tv
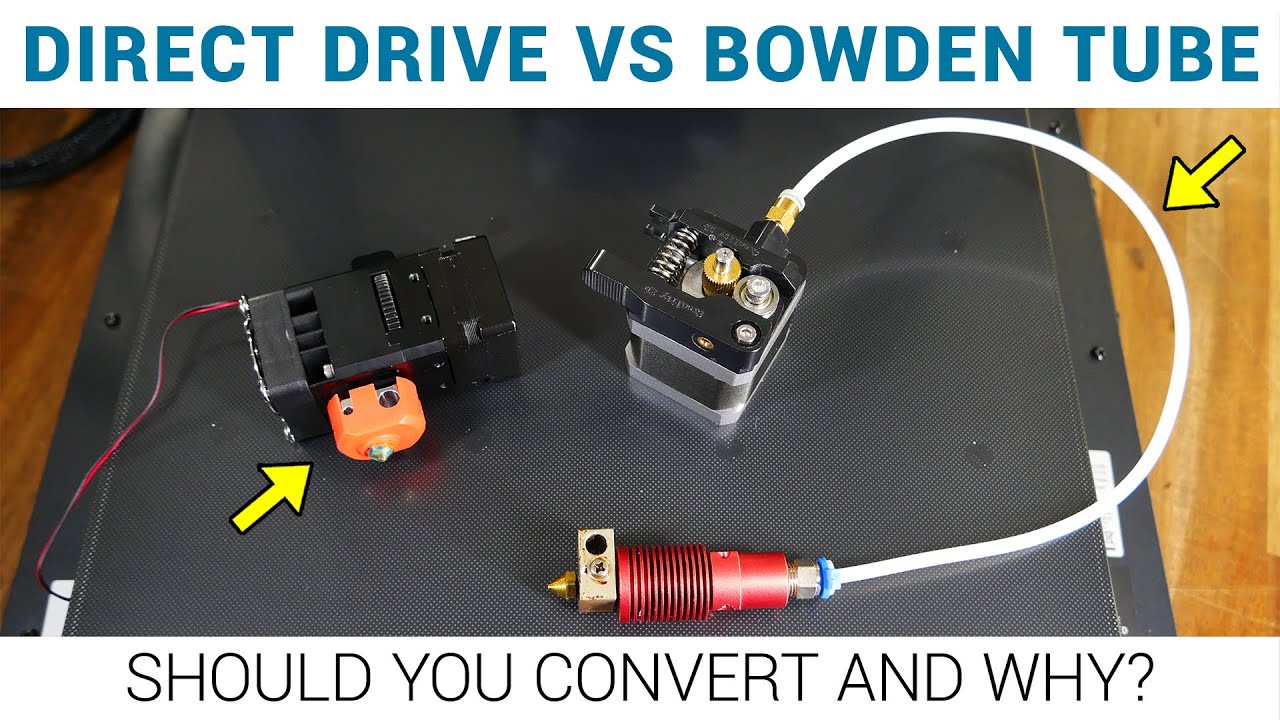
Why direct drive is not automatically better than bowden tube
Показать описание
More and more direct drive kits are available for 3D printers, so you be forgiven for assuming direct drive is easily superior to bowden tube. In this video we explore the merits for each design, including when and why you might like to convert between the two and why modern direct drive advancements are negating the downsides.
0:00 Introduction
0:44 Direct drive and bowden tube 3d printers explained
4:10 Strengths and weaknesses of each setup
7:17 Reasons to convert to bowden tube
9:00 Reasons to convert to direct drive
10:05 Why do many new 3D printers currently use a bowden tube?
10:45 Why are direct drive conversions becoming so popular?
12:01 The hybrid: cable drive extruders
12:39 Conclusion: Which do you prefer?
Get Quality Resins from 3D Printers Online. 5% off storewide for Teaching Tech subscribers [Code: tech5]
Take a look around and if you like what you see, please subscribe.
0:00 Introduction
0:44 Direct drive and bowden tube 3d printers explained
4:10 Strengths and weaknesses of each setup
7:17 Reasons to convert to bowden tube
9:00 Reasons to convert to direct drive
10:05 Why do many new 3D printers currently use a bowden tube?
10:45 Why are direct drive conversions becoming so popular?
12:01 The hybrid: cable drive extruders
12:39 Conclusion: Which do you prefer?
Get Quality Resins from 3D Printers Online. 5% off storewide for Teaching Tech subscribers [Code: tech5]
Take a look around and if you like what you see, please subscribe.
 0:13:19
0:13:19
Why direct drive is not automatically better than bowden tube
 0:03:43
0:03:43
What is a Direct Drive motor in LG washing machines #LG Show &Tell
 0:01:34
0:01:34
Difference between direct drive and belt drive washing machine
 0:01:56
0:01:56
Fix Front Load LG Washing Machine (Direct Drive) Not Working No Power (Washer White Black BROKEN)
 0:16:06
0:16:06
Bowden 3d Printer Extruder Vs. Direct Drive
 0:00:15
0:00:15
LG direct drive start button not working
 0:01:01
0:01:01
How to fix LG direct drive motor LE error code
 0:00:08
0:00:08
Why is my Creality Ender 3 S1 Plus Direct Drive not extruding properly. Clicking Gear Slipping??
 0:24:17
0:24:17
Cammus v Fanatec v Turtle Beach! - Direct Drive Wheelbase Comparison
 0:02:10
0:02:10
How To Test A Direct Drive Washing Machine Motor LG etc..
 0:01:39
0:01:39
LG direct drive washing machine not starting
 0:00:54
0:00:54
Whirlpool style direct drive washing machine humming and not spinning, solved!
 0:09:09
0:09:09
How TO Calibrate The Esteps On A Direct Drive Extruder The EASY Way!
 0:01:53
0:01:53
🇮🇳LG inverter Direct drive 7kg F8068QDP not spin and run and light blinking problem 💪😄👌...
 0:02:08
0:02:08
LG F8068QDP direct drive washing machine - drum not spinning properly
 0:00:33
0:00:33
LG Direct Drive For Washer
 0:10:45
0:10:45
Direct Drive Machine vs Normal Industrial Machine. All The Difference You Need To Know
 0:01:01
0:01:01
OE error on LG direct drive washer explained... easily fix OE/EOO2/5C errors
 0:00:38
0:00:38
MASSIVE crash using Direct Drive Wheel
 0:07:20
0:07:20
How to Fix LG Direct Drive Grinding Sound & LG Washer Agitator Removal
 0:01:03
0:01:03
LG Direct Drive vs. LG Conventional System
![[SOLVED] Washing machine](https://i.ytimg.com/vi/DsxlZrQm8Uw/hqdefault.jpg) 0:08:02
0:08:02
[SOLVED] Washing machine spin problem on direct drive kenmore whirlpool top load washer
 0:03:31
0:03:31
Direct Drive Washer Bang after Spin Cycle **Fix**
 0:00:53
0:00:53
Do This If Your Direct Drive Machine is Sewing Backwards
Комментарии