filmov
tv
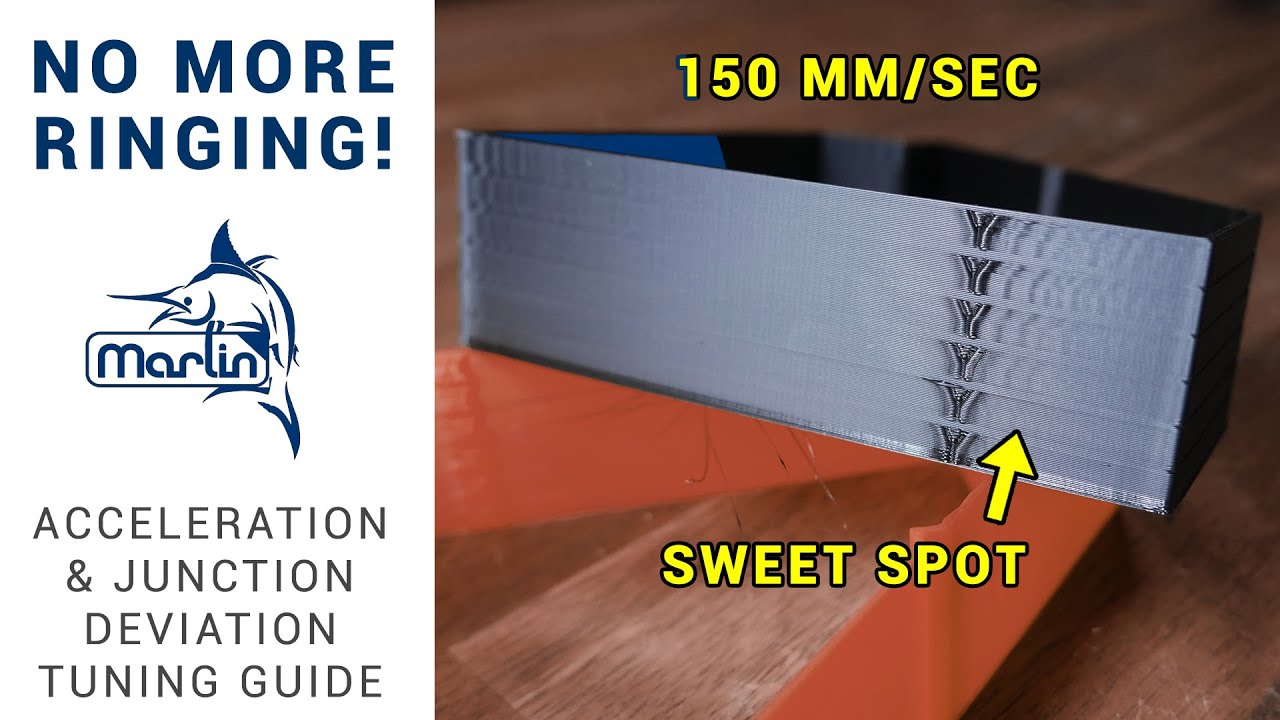
Remove ringing by tuning acceleration and junction deviation - step by step guide
Показать описание
Tuning your 3D printer acceleration is the next step in getting the most of your machine. With this and junction deviation, you can find a nice compromise between speed and surface quality, eliminating ringing. In this video I calculate and tune to match a very high print speed, but this works the same for any feedrate.
Testing the fastest an extruder/hot end combo can push through filament is pretty interesting, and I may repeat this test for future upgrade videos.
Resources:
My test piece on Thingiverse:
Software:
Marlin references:
Take a look around and if you like what you see, please subscribe.
 0:17:19
0:17:19
Remove ringing by tuning acceleration and junction deviation - step by step guide
 0:17:36
0:17:36
Eliminate Ringing at 10,000 mm Acceleration with Input shaping?
 0:09:54
0:09:54
MAX OUT ACCELERATION - Find your printers limit with input shaper!
 0:20:07
0:20:07
Klipper guide: Input shaping, pressure advance and macros (manual + accelerometer)
 0:00:06
0:00:06
500 TIMES higher acceleration than your Ender 3
 0:14:54
0:14:54
INPUT SHAPER CRASH COURSE - Print FASTER and BETTER!
 0:11:54
0:11:54
Double your acceleration for free? Eliminate x-axis weight with a single MGN9 rail.
 0:04:48
0:04:48
Maximum Acceleration Test (How Fast Can You Go?)- Sonic Pad Intermediate Part 8
 0:04:53
0:04:53
We solved this common problem in 3D printing
 0:15:53
0:15:53
Episode 9 - Acceleration and Junction Deviation Tuning for the ER-20 Printer
 0:04:11
0:04:11
The Single Most Common Carburetor Problem (Clogged Pilot Jets) and How To Fix It | MC GARAGE
 0:00:16
0:00:16
Honda civic rs 2023 acceleration | just a push | #honda #hondacivic #nezuko #speed #acceleration
 0:00:32
0:00:32
This Bentley Continental GT Exhaust SOUND Is INSANE + Acceleration | Watch Da Kargo | Luxury Cars
 0:04:42
0:04:42
Fuel Injection cleaning in less than 5 Minutes/HOW TO clean injection Directly without disassembling
 0:05:16
0:05:16
WHY CAR MAKES HUMMING NOISE WHEN ACCELERATING or Driving
 1:09:05
1:09:05
CNC motor acceleration tuning in Mach4 to reduce vibrations that degrade cut and laser quality
 0:03:27
0:03:27
Don't Clean throttle body before watching this/Cleaning cable controlled or Electrical Throttle...
 0:09:57
0:09:57
How to Fix Lawn mower Engine Surging on Briggs & Stratton Lawnmower Engine!
 0:00:34
0:00:34
LDO Speedy upgrade. 1250mm/sec at 12K acceleration
 0:00:54
0:00:54
2006 Ford Mustang GT Acceleration (Stock)
 0:00:30
0:00:30
Bmw 1 rattling noice at acceleration VERY annyoing
 0:01:00
0:01:00
How to Reset the Chain Brake on a Chainsaw | Husqvarna
 0:05:22
0:05:22
Top 5 Problems Buick Enclave SUV 1st Generation 2008-17
 0:10:21
0:10:21
Fixing a Trimmer, Edger or Blower That Starts But Bogs Down & Dies - Echo
Комментарии