filmov
tv
Got Mill Alignment Problems?

Показать описание
This episode on Blondihacks, I talk about sources of error in a milling machine! Exclusive videos, drawings, models & plans available on Patreon!
Here are links for many of the tools that you see me using:
(I earn small commissions on these links)
Want more content like this? Try these places:
As an Amazon Associate, I earn from qualifying purchases.
Here are links for many of the tools that you see me using:
(I earn small commissions on these links)
Want more content like this? Try these places:
As an Amazon Associate, I earn from qualifying purchases.
 0:17:48
0:17:48
Got Mill Alignment Problems?
 0:00:06
0:00:06
end mill alignment problem
 0:06:34
0:06:34
Square Column Mill Alignment and Tram Verification
 0:05:54
0:05:54
Problems Caused By Not Having the Mill Head Swept In (AKA Trammed)
 0:14:52
0:14:52
Lathe Leveling and Alignment || INHERITANCE MACHINING
 0:01:37
0:01:37
Round column mill head laser realignment after moving it up or down
 0:04:05
0:04:05
HOW TO TRAM A BENCHTOP MILL | Optimum MB4
 0:17:54
0:17:54
Make a simple metal lathe or mill alignment hammer - knocker
 0:20:18
0:20:18
Tools - Harbor Freight Mini Mill Crucial Alignment Procedure
 0:03:55
0:03:55
6 HI COLD ROLLING MILL 3D Simulation
 0:00:08
0:00:08
Mill Alignment Quill down Slowish
 0:17:17
0:17:17
Vertical Mill Tutorial 2 : Setup
 0:08:01
0:08:01
How to Square and Indicate a Vise on Your CNC Mill – Haas Automation Tip of the Day
 0:01:00
0:01:00
Sharing a problem solving technique on the @avidcnc to mill the other side of an curved part.
 0:10:13
0:10:13
Mill Level Part 1...................... I got a Problem :-(
 0:21:53
0:21:53
HS173 Harrison universal mill servicing – Part 6 vertical milling head
 0:29:30
0:29:30
Horizontal Boring Mill: Aligning and Scraping the Main Bed Ways
 0:02:05
0:02:05
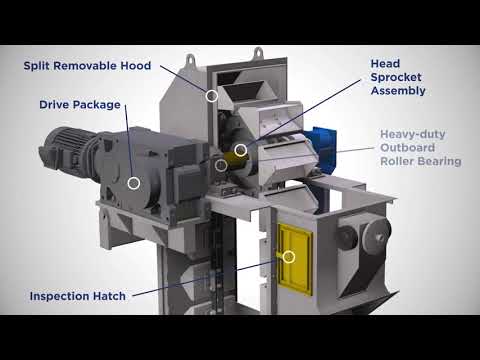
CDM Systems - Bucket Elevator Animation
 0:28:28
0:28:28
The Ultimate Round Column Mill Fix
 0:02:42
0:02:42
Aligning a Broaching Tool on Your Haas Mill - Haas Automation, Inc.
 0:02:53
0:02:53
Calibrate Your Rolling Mill
 0:07:28
0:07:28
Aligning a vise on a mill
 0:05:16
0:05:16
Tramming up and aligning an old Centec mill
 0:06:59
0:06:59
Milling Vice Alignment? No, Thanks! Milling Vice Modification
Комментарии