filmov
tv
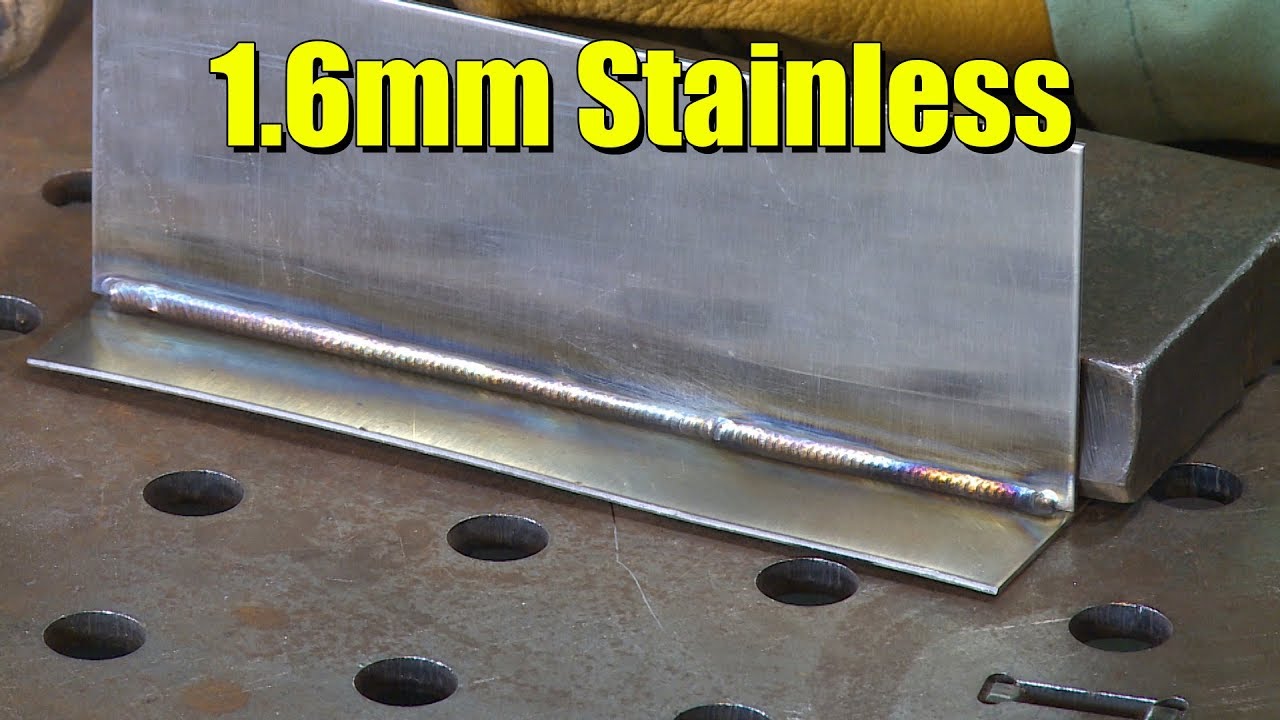
🔥 TIG Welding 1.6mm Stainless Fillets (Viewer Request)
Показать описание
We had a request to weld up some 1.6mm (16 gauge) Stainless Steel using the TIG process and no pulse. The trick to TIG welding thin Stainless is to have a fast travel speed. The slower you go, the more oxides you are going to get, so hammer down and go!
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
VIDEO SCHEDULE:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
► MIG Monday: New Videos every Monday!
► TIG Time: New Videos every Friday!
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
EQUIPMENT WE USE:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
► ESAB Power Sources: www.ESAB.com
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
JOIN US ON:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬ #welddotcom
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
VIDEO SCHEDULE:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
► MIG Monday: New Videos every Monday!
► TIG Time: New Videos every Friday!
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
EQUIPMENT WE USE:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
► ESAB Power Sources: www.ESAB.com
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
JOIN US ON:
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬
▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬▬ #welddotcom
 0:06:01
0:06:01
🔥 TIG Welding 1.6mm Stainless Fillets (Viewer Request)
 0:10:11
0:10:11
HOW TO TIG WELD STAINLESS STEEL FOR BEGINNERS
 0:00:18
0:00:18
Beginner TIG welders NEED to know this...
 0:06:20
0:06:20
New Tig Welding Tricks to Solve Crazy Problems ! 0.4 mm thin stainless steel sheets with open gaps
 0:03:02
0:03:02
How to TIG weld stainless - 5 tips in 3 minutes
 0:08:45
0:08:45
TIG Welding Stainless Steel: A Beginner's Guide
 0:07:05
0:07:05
Why are my tig welds GRAY? (It's not what you think...)
 0:21:24
0:21:24
TFS: The Secret to Perfect Stainless TIG Welds
 0:14:30
0:14:30
How to TIG Weld Stainless Steel - Tips, Tricks, Pulse, and Machine Setup!
 0:08:11
0:08:11
How to Avoid Mistakes When TIG Welding 1mm Stainless Steel Sheet Butt Joints
 0:00:30
0:00:30
TIG weld 6G🤨🧐🧐root pasd welding
 0:06:06
0:06:06
TIG Welding Techniques for Stainless Tee Joint
 0:11:32
0:11:32
the 3 BEST SETTINGS to start tig welding STAINLESS
 0:00:27
0:00:27
Stainless Steel TIG Welding #shorts
 0:09:18
0:09:18
Stainless Steel Welding Tips - TIG Welding
 0:17:10
0:17:10
Tips for Tig Welding Stainless
 0:01:00
0:01:00
Fixing your settings for stainless tig welding? Watch this first🔥
 0:00:25
0:00:25
Sanitary Tube Stainless TIG Welding - Autogenous No Filler #shorts
 0:09:17
0:09:17
How to TIG WELD Stainless Steel Tube + Tips & Tricks | Automotive Fabrication | GTAW CUPS
 0:00:16
0:00:16
TIG welding stainless steel headers
 0:24:55
0:24:55
How To Tig Weld Stainless in 3 Hours- COMPLETE LESSON
 0:00:16
0:00:16
tig welding#stainless steel welding#304 #ss railing#ss #youtubeshorts #youtube viral#argon
 0:03:20
0:03:20
the FIRST thing you should learn tig welding
 0:00:59
0:00:59
Stop doing this to yourself tig welding! Follow this tip! #shorts
Комментарии