filmov
tv
Matching Non Nominal Metric Threads (Internal/External)

Показать описание
Continuing the series "Threading on an Import Lathe", this video will focus on matching a non-nominal metric thread. Links to other videos in this series below:
Part 4 - Matching Non-Nominal Imperial Threads
Part 5 - Metric Threading on Imperial Lathe
Part 4 - Matching Non-Nominal Imperial Threads
Part 5 - Metric Threading on Imperial Lathe
 0:20:51
0:20:51
Matching Non Nominal Metric Threads (Internal/External)
 0:31:58
0:31:58
Matching Non Nominal Imperial Threads (Internal/External)
 0:01:16
0:01:16
How to Make Threading Calculation|| Metric thread Calculation Without Chart💥💥💥😲😲😲
 0:22:40
0:22:40
Metric External Threading On Imperial Import Lathe
 0:03:24
0:03:24
How to Identify Thread Pitch and Size | Tech Tips | Swagelok [2020]
 0:03:39
0:03:39
How Metric Bolts are Measured
 0:02:46
0:02:46
How to Determine the hole size for an Internal Thread -- SHOP GEM !!
 0:02:23
0:02:23
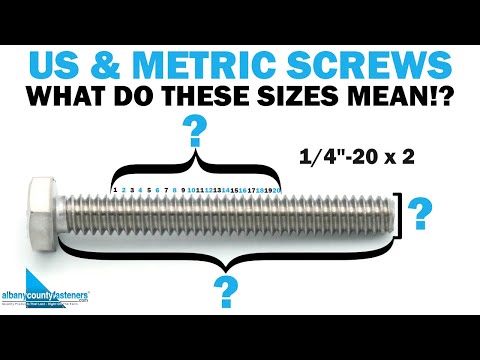
How to Measure Screws & Bolts - US & Metric Sizing | Fasteners 101
 0:07:38
0:07:38
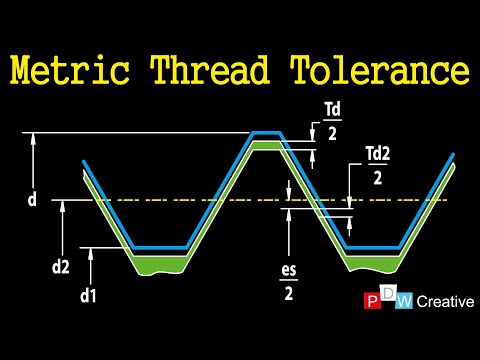
Metric screw thread tolerance
 0:06:22
0:06:22
Cutting Imperial Threads On My Metric Mini Lathe (And Metric On Imperial Lathes Too)
 0:06:15
0:06:15
PLUMBING THREADS 101 (EVERYTHING YOU NEED TO KNOW) | GOT2LEARN
 0:04:27
0:04:27
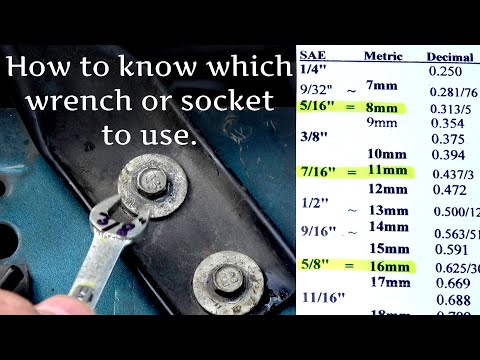
Metric vs Standard, Imperial or SAE - Wrenches, Sockets, Bolt Size Chart + Mechanic Math
 0:01:04
0:01:04
Metric Tap Size To Drill Bit Size
 0:04:36
0:04:36
Easy Metric Thread Hack
 0:09:37
0:09:37
How to identify a metric or imperial bolt quickly!
 0:15:21
0:15:21
Shop Tips: Know Your Screw Threads
 0:01:32
0:01:32
Bolt grade explained
 0:00:21
0:00:21
thread matching #thread
 0:19:06
0:19:06
How to Measure and identify Bolts
 0:11:52
0:11:52
Metric Fastener Comparisons Episode 13: Comparing DIN 934 hex nuts to ISO 4032 (ISO 8673)
 0:03:20
0:03:20
Adaptips: How to identify British and metric threaded fittings
 0:06:39
0:06:39
How To - Replicate any thread with Tinkercad!
 0:31:52
0:31:52
Internal Imperial Threading on an Import Lathe
 0:10:17
0:10:17
Standard vs Metric Wrenches
Комментарии