filmov
tv
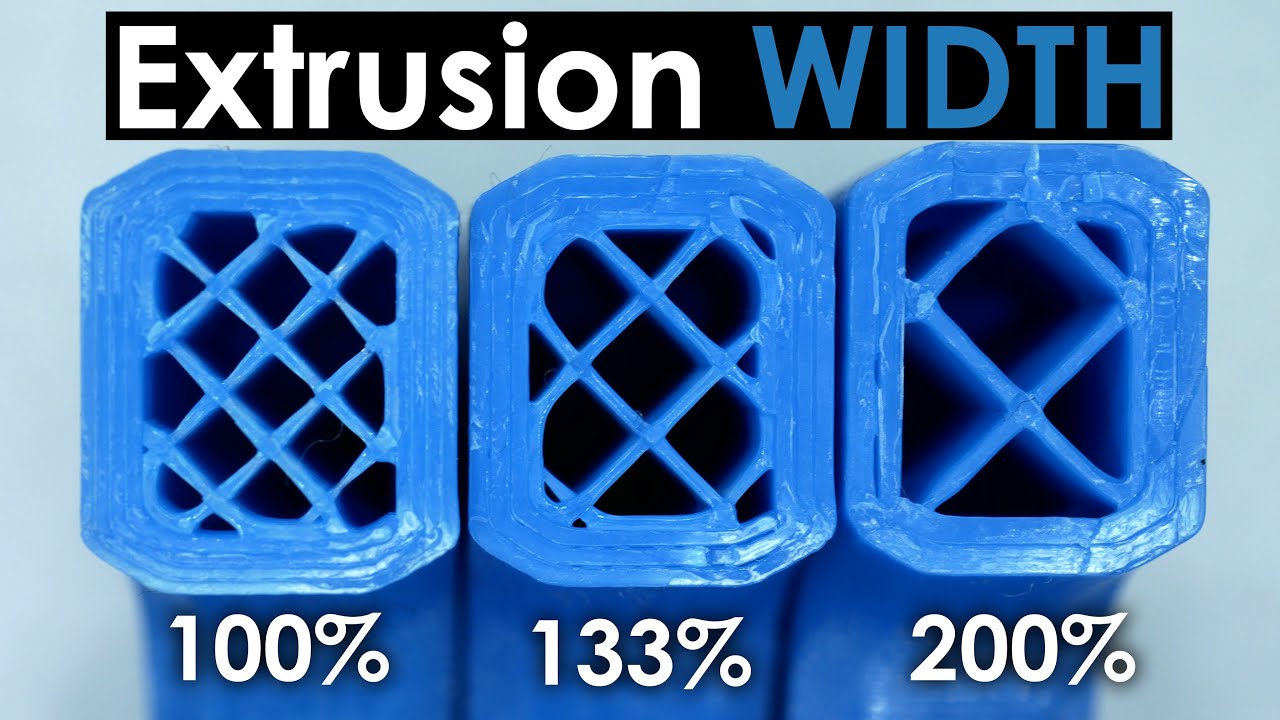
Extrusion Width - The magic parameter for strong 3D prints?
Показать описание
Extrusion width defines how wide the lines of extruded material are. Higher values require more pressure to squeeze the molten filament out of the nozzle that also presses the layers together. I investigated how different extrusion widths impact the quality and the strength of our 3D prints and discovered that this might be a way to produce strong prints in a short amount of time.
💚 Support me 💚
Join as a YouTube member!
🎙Check out my PODCAST with Tom Sanladerer
🛠Tested Materials
📚Papers and further information
⚙ My gear (Affiliate Links):
🎥 CAMERAS & LENSES
🎙AUDIO
🔴 LIVE STREAMING
🏆 Do you want to help me cover my running costs? Send me a dollar or two over PayPal, it helps me a lot!
🌼 Even watching the ads before my videos helps me a lot!
DISCLAIMER: This video was sponsored by Squarespace.
 0:14:13
0:14:13
Extrusion Width - The magic parameter for strong 3D prints?
 0:00:54
0:00:54
3D Printing at magical width #Shorts
 0:05:48
0:05:48
Cura Questions - Nozzle Diameter VS Line Width
 0:02:57
0:02:57
3D Printing Nylon - Useful Tips
 0:13:33
0:13:33
Which LAYER HEIGHT gives you the STRONGEST 3D prints?
 0:00:56
0:00:56
Hack #20 Larger Line Width
 0:10:50
0:10:50
(HOW) I fixed the Ugly Layers on my 3D Printer
 0:00:56
0:00:56
5-34 Advanced Extrusion width
 0:06:27
0:06:27
Calibrating 3d Printer Flow Rate with Cura - The Quick Fix for Under Extrusion
 0:01:00
0:01:00
printed WITHOUT support #shorts
 0:13:23
0:13:23
BIG nozzles - HOW they (can) make your 3D prints STRONGER
 0:00:53
0:00:53
Need…more…width! (here’s how)
 0:06:57
0:06:57
Extruder Multiplier Calibration Test
 0:15:32
0:15:32
0.4mm nozzles just became obsolete
 0:06:14
0:06:14
What causes lines in the middle of a 3d print? Solve under extrusion problems mid print, halfway up!
 0:03:19
0:03:19
Extrusion problems
 0:09:30
0:09:30
Simplify3D Version 4 - Variable Extrusion Sizing & Dynamic Gap Fill
 0:00:36
0:00:36
Hack #12 Top line width
 0:00:07
0:00:07
3D Extrusion Printing of PHAs
 0:15:33
0:15:33
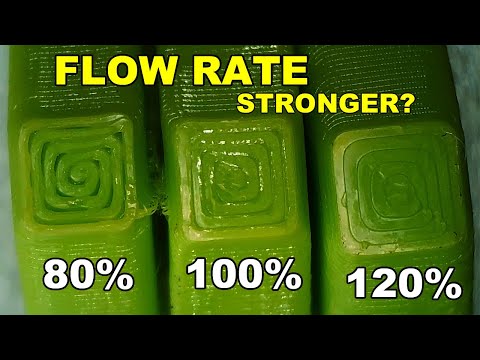
Effect of extrusion FLOW RATE to the strength of 3D printed object
 0:02:32
0:02:32
Which Layer Height Do You Print In? 3D Printing Resolutions Explained
 0:01:00
0:01:00
magicPLA for a magic cube
 0:00:29
0:00:29
Over extrusion (Timelapse)
 0:09:25
0:09:25
Cos'è la Extrusion Width / Larghezza di estrusione ?
Комментарии