filmov
tv
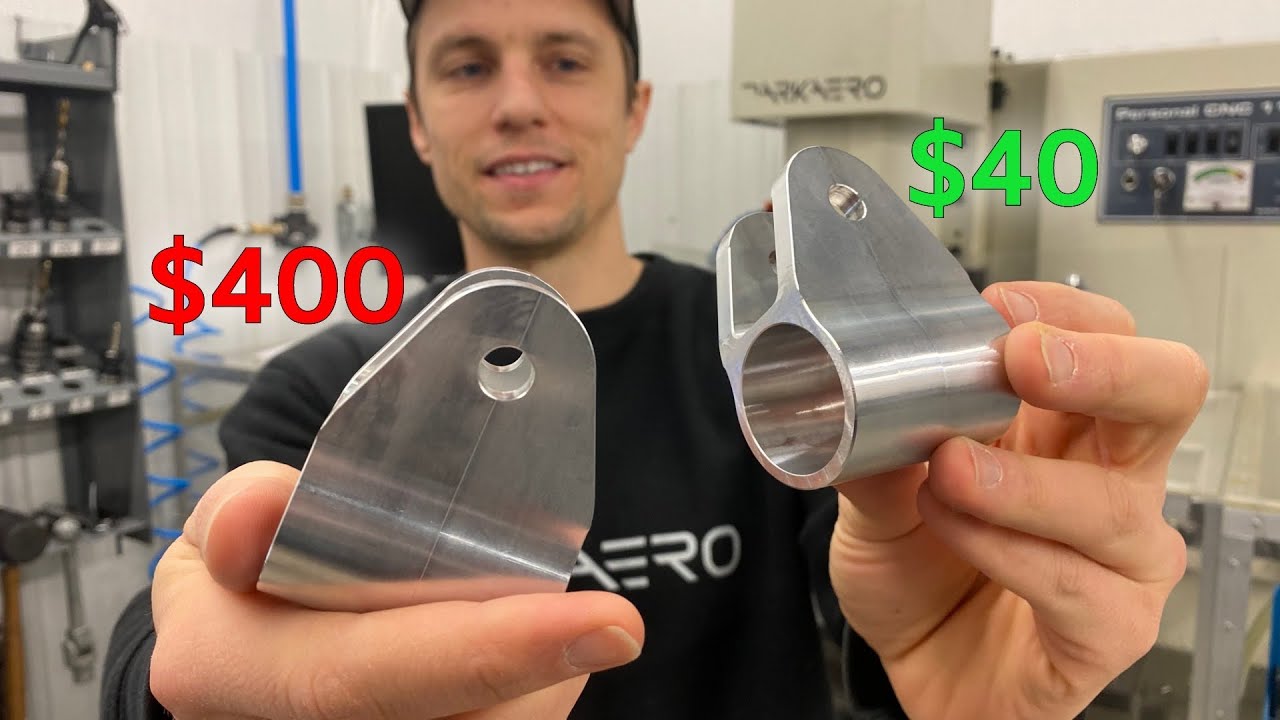
The TRUE COST of CNC machining!
Показать описание
(Exclusive members only content including photos, videos, live Q&A and more!)
How much does it cost to make a CNC machined part? The answer depends on a number of variables like the material type, part quantity, dimensional tolerances, lead time, and surface finish. We demonstrate this using the two shock bottom brackets we CNC machined for the landing gear on the DarkAero 1 prototype. They were made in house on our Tormach from 7075-T6 aluminum. Quoting tools from Xometry offer a quick and easy way to see the cost of machining these parts if we were to outsource them. We uploaded a 3D CAD file of the shock bottom bracket to Xometry and then looked at the instant quote numbers to see where the cost might land in production.
Links to tools we use for CNC machining:
If you enjoyed this video and would like to see more of this type of content, follow along as we work to create the fastest, longest range aircraft you can build in your garage!
More information on DarkAero can be found on our website and other social media accounts:
00:00 - Intro
00:36 - Machining
04:37 - Cost
How much does it cost to make a CNC machined part? The answer depends on a number of variables like the material type, part quantity, dimensional tolerances, lead time, and surface finish. We demonstrate this using the two shock bottom brackets we CNC machined for the landing gear on the DarkAero 1 prototype. They were made in house on our Tormach from 7075-T6 aluminum. Quoting tools from Xometry offer a quick and easy way to see the cost of machining these parts if we were to outsource them. We uploaded a 3D CAD file of the shock bottom bracket to Xometry and then looked at the instant quote numbers to see where the cost might land in production.
Links to tools we use for CNC machining:
If you enjoyed this video and would like to see more of this type of content, follow along as we work to create the fastest, longest range aircraft you can build in your garage!
More information on DarkAero can be found on our website and other social media accounts:
00:00 - Intro
00:36 - Machining
04:37 - Cost
 0:11:17
0:11:17
The TRUE COST of CNC machining!
 0:09:46
0:09:46
The TRUE COST of Building a DIY CNC | PrintNC
 0:18:59
0:18:59
The REAL cost of a CNC machine
 0:11:48
0:11:48
The Hidden Costs of CNC's!
 0:23:50
0:23:50
The REAL cost of a CNC machine - PART 2
 0:13:08
0:13:08
The Truth about Hobby CNC Businesses
 0:10:29
0:10:29
Cost Breakdown Of A Hobby CNC & Accessories
 0:19:24
0:19:24
A CNC Mill For Less Than $200 - Is It Worth Buying? (CNC 3018 Pro)
 0:00:25
0:00:25
We Can CNC Machine 1-Offs
 0:00:18
0:00:18
AmazingChina: 3D CNC Machining Like a Boss
 0:20:56
0:20:56
How Much It Actually Takes to Start a CNC Plasma Business
 0:09:49
0:09:49
Can You Afford A CNC Machine?
 0:08:22
0:08:22
HOW MUCH IT REALLY COSTS | To make items on CNC $$
 0:11:14
0:11:14
CNC machining - Reducing Costs (14 tips)
 0:03:37
0:03:37
Why Would You Ever Use CONVENTIONAL Milling??? | Climb vs Conventional
 0:05:37
0:05:37
Owner Builders -This is the real cost in building a new home.
 0:00:15
0:00:15
Can you guess?? #cnc #machining #engineering #greenleaf #tools #short #shorts #satisfying #cool
 0:07:25
0:07:25
How much it cost to buy my first CNC Milling Machine!?
 0:00:22
0:00:22
Cost-effective CNC lathe, worth to buy!| CNC SMARTLATHE
 0:00:11
0:00:11
5-Axis Machining to improve the efficiency of machining parts. #cncmachining #cncmilling #cncshop
 0:19:14
0:19:14
What's The Real Cost Of A Used Masso CNC Controller
 0:00:15
0:00:15
Portable CNC cutting equipment, automatic plasma and flame cutting machine
 0:00:25
0:00:25
It's important to have a good price and high quality CNC machining parts Factory for your busin...
 0:00:25
0:00:25
The true cost of tooling
Комментарии