filmov
tv
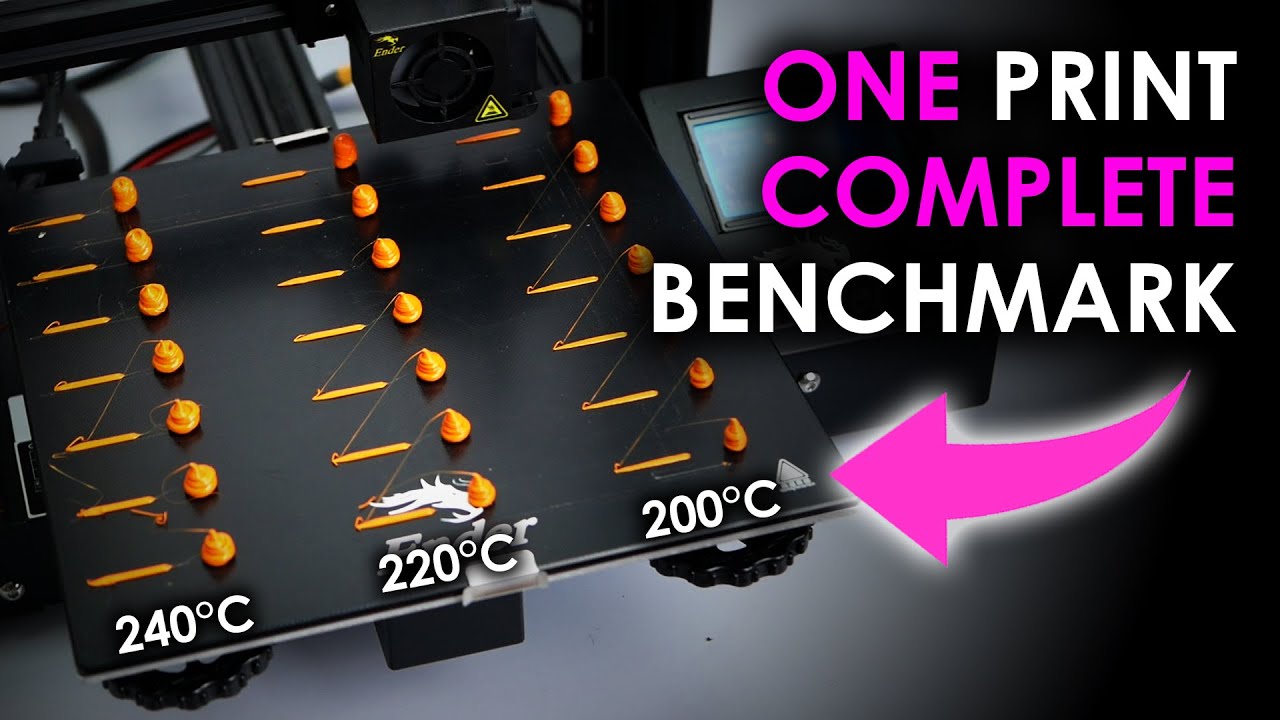
Easy Hotend Benchmark for FAST PRINTING Profiles
Показать описание
If you want to print fast, you need to benchmark your hotend! I made this super simple by creating a simple tool that you can use to create a test G-Code that will help you to find out what the performance of your hotend really is! Using this knowledge, we’ll go over how you can create a fast draft printing profile in PrusaSlicer and basically any other slicer to print for example this part right here 160% faster on a cheap Ender-3!
💚 Support me 💚
Join as a YouTube member!
🛒 Equipment used in this video (affiliate):
🖨 Printed models:
🎥 Related videos:
⚙ My gear (Affiliate Links):
🎥 CAMERAS & LENSES
🎙AUDIO
🔴 LIVE STREAMING
Chapters
00:00 Introduction
01:12 What is FAST printing?
02:31 Extrusion System Flow Capability
03:55 Benchmarking Tool
05:45 Temperature Dependence
08:14 Creating a SPEED PROFILE in PrusaSlicer
13:53 Sponsored Segment
#3dprinting #benchmark
DISCLAIMER: This video was sponsored by NordPass.
 0:15:54
0:15:54
Easy Hotend Benchmark for FAST PRINTING Profiles
 0:10:04
0:10:04
How fast can your hotend print?
 0:07:18
0:07:18
Find Your 3d Printers MAX Output
 0:15:01
0:15:01
High Speed Printing: Hot End, Temperatures, Silicone Sock and Materials
 0:21:25
0:21:25
How to find the best HotEnd? - Ultimate HotEnd Testing - Episode #1
 0:07:34
0:07:34
The ONE GAME-CHANGING Slicer SETTING... (Huge 3D Print Quality BOOST)
 0:00:15
0:00:15
Speed Boost for Your 3D Printer!
 0:13:18
0:13:18
5 things to check & tune to 3D print faster
 0:00:16
0:00:16
smoother prints with high flow hotend. #3dprinting #3d #prototype
 0:00:38
0:00:38
3D Printing Volumetric Flow Rate Calculator
 0:03:34
0:03:34
Benchmark test High Flow Rapido Hotend mit bis zu 55mm³/s - so geht's!
 0:00:16
0:00:16
200mm/s Printing Speed: The Ender 3 V2 Stock 3D Printer in Action
 0:13:30
0:13:30
Volcano is Obsolete: Just use Nuts!
 0:04:14
0:04:14
Stop 3d printing so slow!!! 🤯 (how to print faster)
 0:15:11
0:15:11
Fast 3D printing is bad for Strength! (and how to fix it!)
 0:00:26
0:00:26
Rapido Hotend Replacement Parts on EVA3 Toolhead
 0:01:00
0:01:00
printed WITHOUT support #shorts
 0:00:15
0:00:15
#3dprinting tuning. Coarse Flow Rate test and decision time.
 0:00:27
0:00:27
Rapido hotend Maximum Practical Flow Rate Test
 0:03:00
0:03:00
10 Tips 10 Days - Day 1 - Print Speed vs Hotend Temperature, or how to print a lot faster.
 0:00:18
0:00:18
Fast TPU - 200mm/sec - 10mm3 flow - Rapido
 0:00:12
0:00:12
Easiest upgrade for a 3D printer CHT nozzles by Bondtech #shorts
 0:09:01
0:09:01
Will These 3D Printer Upgrades Increase Printing Speed And Quality?
 0:15:26
0:15:26
Bi-Metallic Heat Breaks - A (R)Evolution?!
Комментарии