filmov
tv
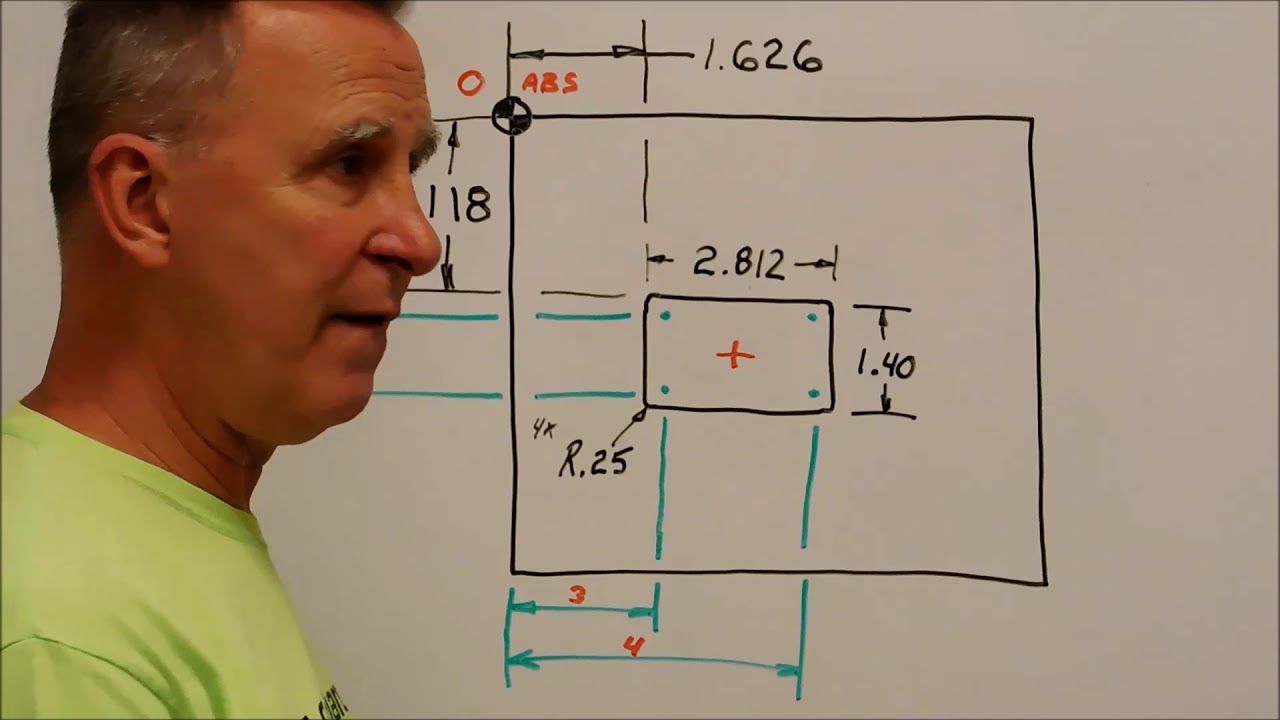
Easier Machining Using the Incremental Mode on your DRO
Показать описание
Many of us with DRO's rarely switch over to the incremental mode. Once you see the benefits and possible applications of using it, I bet you use it more often. Take a Look !!
 0:03:22
0:03:22
Easier Machining Using the Incremental Mode on your DRO
 0:05:36
0:05:36
When to Use Absolute vs Incremental Coordinates - Quick Machining Tip #22
 0:00:52
0:00:52
Machina - Incremental Metal Sheet Forming
 0:23:43
0:23:43
Workshop Tips #13 - DRO Absolute & Incremental Explained
 0:00:16
0:00:16
incremental programe use for jows boring very simple trick
 0:00:25
0:00:25
Using G16 Polar On a Fanuc control in Incremental (Mill Hexagon)
 0:01:17
0:01:17
Incremental Encoder (Shaft Encoder)- how it works
 0:02:34
0:02:34
Incremental & absolute modes of CNC Programming
 0:02:47
0:02:47
Incremental Sheet Forming (ISF) Machine
 0:30:58
0:30:58
Tutorial 1-Machine Learning Model Retraining Approach-Incremental And Continuous Model Training 🔥🔥🔥🔥...
 0:22:20
0:22:20
Using absolute and incremental mode on a digital readout.
 0:05:21
0:05:21
G90 vs G91 - The difference between absolute and incremental positioning
 0:00:16
0:00:16
How to facing in cnc machine with Incremental programe #shorts #cnc #cncmachine
 0:04:53
0:04:53
CNC Programming Tutorials | Absolute & Incremental Co-ordinate System Explained | VMC #1
 0:00:25
0:00:25
Incremental loading
 0:15:16
0:15:16
Absolute incremental machining modes revisit
 0:04:45
0:04:45
incremental and absolute settings
 0:00:16
0:00:16
incremental programe use in cnc live practical #shorts #cnc #cncmachine
 0:00:55
0:00:55
ESA cnc. How to use incremental movements
 0:00:16
0:00:16
How to do step turning with Incremental programe in cnc #shorts #cnc #cncmachine
 0:13:37
0:13:37
CNC Router Programming using G-Code and the incremental G91 system.
 0:10:20
0:10:20
How To Do Incremental Learning in Machine Learning | Machine Learning | Data Magic AI
 0:00:16
0:00:16
incremental program in cnc jow boring #shorts #cnc #cncmachine
 0:04:05
0:04:05
CNC Engraving Made Easy Using G47 – Part 1 – Haas Automation Tip of the Day
Комментарии