filmov
tv
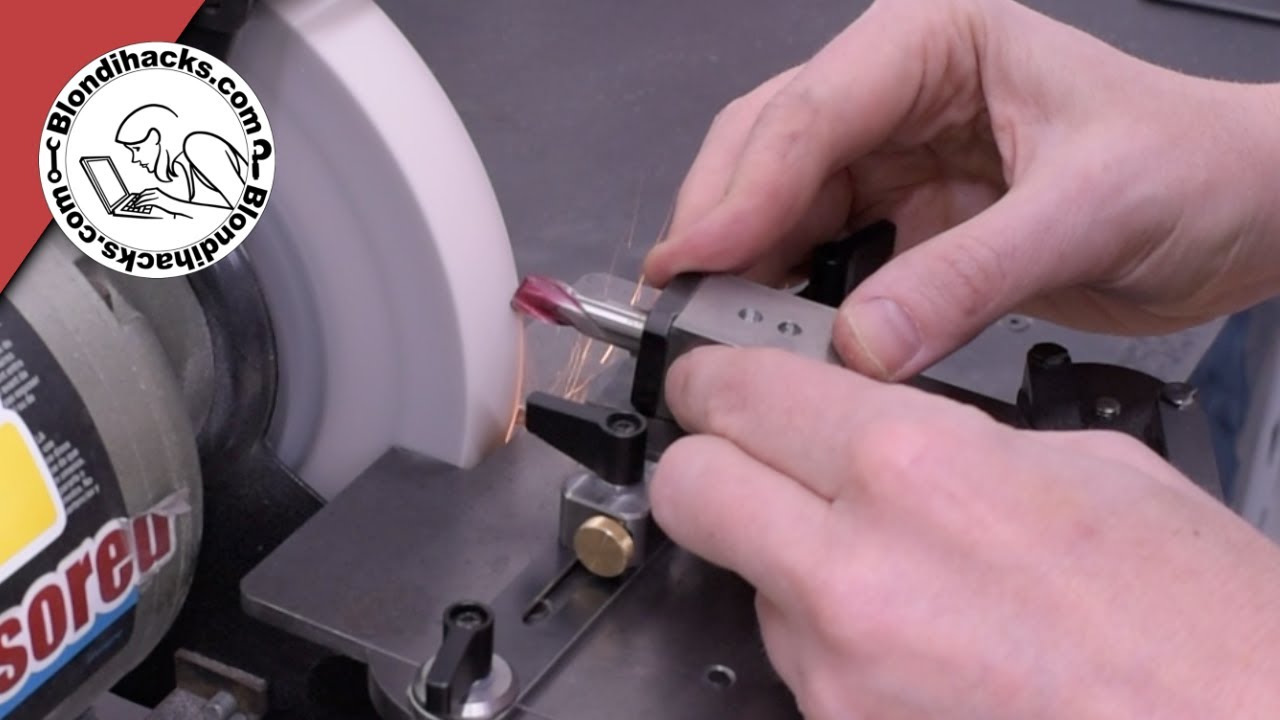
Sharpening End Mills At Home (probably?) - Acute Tool Sharpener Conclusion
Показать описание
This episode on Blondihacks, I’m working on a tool sharpener! Exclusive videos, drawings, models & plans available on Patreon!
Official Eccentric Engineering videos for this system:
Here are links for many of the tools that you see me using:
(I earn small commissions on these links)
As an Amazon Associate, I earn from qualifying purchases.
Official Eccentric Engineering videos for this system:
Here are links for many of the tools that you see me using:
(I earn small commissions on these links)
As an Amazon Associate, I earn from qualifying purchases.
 0:28:03
0:28:03
Sharpening End Mills At Home (probably?) - Acute Tool Sharpener Conclusion
 0:10:29
0:10:29
Sharpening End Mills On The Lathe
 0:04:08
0:04:08
End MIll End Sharpening, Made Easy
 0:02:53
0:02:53
Sharpening the Flutes on a Milling Cutter
 0:14:53
0:14:53
End Mill Sharpening Guide : Universal Tool & Cutter Grinder AKA D Bit Grinder
 0:12:49
0:12:49
How to Sharpen End Mills on a Surface Grinder Part 1
 0:00:10
0:00:10
Cutter Grinder + End Mill Grinder
 0:15:37
0:15:37
Endmill Sharpening
 0:00:16
0:00:16
How to grind the end mill? Use a end mill sharpener, easy work, fast and accurate
 0:08:49
0:08:49
Carbide End Mill sharpening with a DIY sharpening jig.. ok Tony, fixture.
 0:03:56
0:03:56
End Mill Sharpening
 0:16:21
0:16:21
simple end mill bit sharpening
 0:21:32
0:21:32
End mill sharpening first time
 0:08:49
0:08:49
End Mill Sharpening
 0:01:48
0:01:48
How to Sharpen an End Mill Cutter
 0:05:49
0:05:49
How to Sharpening End Mills
 0:12:34
0:12:34
End mill sharpening set up 3
 0:11:55
0:11:55
How to Sharpen End Mills
 0:26:45
0:26:45
End mill sharpening set up 1
 0:00:16
0:00:16
How end mill sharpener work?Let us show you!
 0:01:04
0:01:04
Homemade Endmill &Slitting saw sharpener
 0:08:43
0:08:43
Sharpening end mill cutter using portable grinder
 0:07:55
0:07:55
End mill sharpening fixture.
 0:00:16
0:00:16
guy sharpening an endmill on tool sharpener with treadmill motor on it
Комментарии