filmov
tv
Programming Shortcuts on Your Haas Control – Save Keystrokes & Time! Haas Automation Tip of the Day

Показать описание
Spend less time programming at your Haas machine with these programming tips. Mark shows you how in this "TIP OF THE DAY."
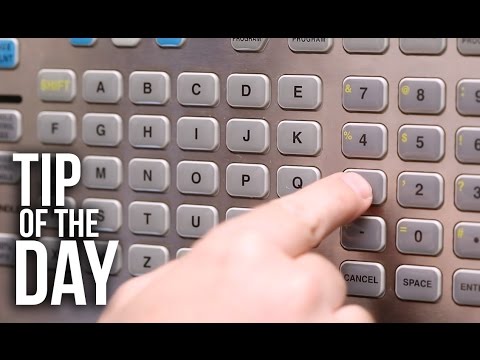
In this video, Mark shows you how to reduce your keystrokes by 30% when programming by hand, using nothing more than some shortcuts and a setting that already exists in your Haas control.
If you enjoyed this video, please hit the like button and share it with a friend who'll find it helpful . . . and thanks!
Follow Haas:
In this video, Mark shows you how to reduce your keystrokes by 30% when programming by hand, using nothing more than some shortcuts and a setting that already exists in your Haas control.
If you enjoyed this video, please hit the like button and share it with a friend who'll find it helpful . . . and thanks!
Follow Haas:
 0:02:34
0:02:34
Programming Shortcuts on Your Haas Control – Save Keystrokes & Time! Haas Automation Tip of the ...
 0:05:42
0:05:42
How to Stop Your Program With an M-Code – Haas Automation Tip of the Day
 0:03:49
0:03:49
Quick and Easy Backup of your Haas CNC Programs – Haas Automation Tip of the Day
 0:02:13
0:02:13
Easily Convert Your MDI Program to Memory – Haas Automation Tip of the Day
 0:03:13
0:03:13
View Your Haas Control From Your Computer or Phone - Haas Automation Tip of the Day
 0:02:10
0:02:10
Apps Minute - Setting Up Remote Net Share on Your Haas Machine - Haas Automation, Inc.
 0:00:52
0:00:52
TSC / TAB - Haas Keyboard Shortcut
 0:11:29
0:11:29
Programming a M97 code - HAAS CNC Lathe example
 0:04:40
0:04:40
Easily Create Your Own Custom M and G Codes – Haas Automation Tip of the Day
 0:03:54
0:03:54
Get the info you need by customizing your Haas control home screen – Haas Automation Tip of the Day...
 0:01:07
0:01:07
Copy Your CNC Programs Quickly and Easily – Haas Automation Tip of the Day
 0:06:50
0:06:50
YOUR FEEDRATE IS WRONG! – Haas Automation Tip of the Day
 0:02:30
0:02:30
Display the Axes You Want to See on Your Haas Control – Haas Automation Tip of the Day
 0:11:30
0:11:30
Set Work Offsets in Seconds – Haas Automation Tip of the Day
 0:03:37
0:03:37
Programming Made Easy With HAAS!
 0:05:06
0:05:06
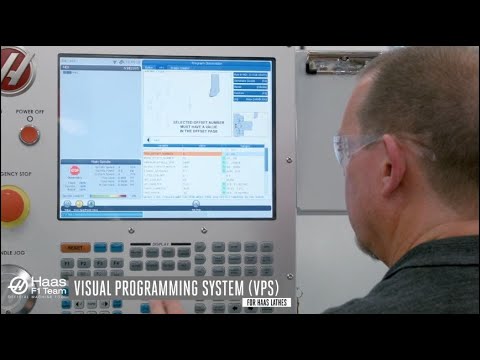
Haas' Visual Programming System for Lathes. How It Works. Haas Automation, Inc.
 0:02:13
0:02:13
What's That Button Do - The 2ND HOME button on the Haas Control - Haas Tip of the Day
 0:03:40
0:03:40
How to Take a Screenshot on Your Haas Control – Haas Automation Tip of the Day
 0:01:22
0:01:22
Haas Apps Minute - Correctly Formatting G04
 0:01:24
0:01:24
Apps Minute - Connect Your Haas Machine to the Internet
 0:01:07
0:01:07
pick program haas
 0:00:37
0:00:37
Haas VF-8 VMC, 1998- Chip Auger, Under Power
 0:06:17
0:06:17
What is G-Code? – Haas Automation Tip of the Day
 0:08:24
0:08:24
Use G53, not G28, to Cut Cycle Times and Position Your Lathe Turret – Haas Automation Tip of the Day...
Комментарии