filmov
tv
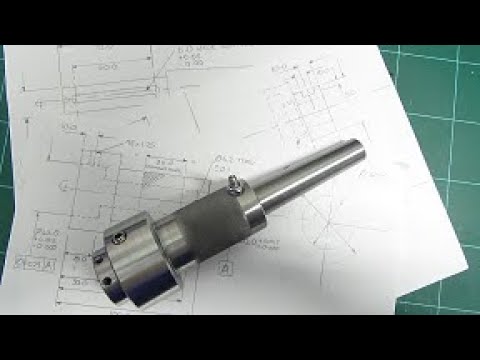
Making A Universal Tailstock Die Holder Part 2
Показать описание
Part 2 of the Tailstock Die Holder - turning the Morse taper and milling a slot (first job on the mill since the re-build of the head)
 0:35:28
0:35:28
Making A Universal Tailstock Die Holder Part 1
 0:26:17
0:26:17
Making A Universal Tailstock Die Holder Part 5
Making A Universal Tailstock Die Holder Part 2
 0:22:25
0:22:25
Making A Universal Tailstock Die Holder Part 3
 0:34:12
0:34:12
Making A Universal Tailstock Die Holder Part 6
 0:36:35
0:36:35
Making A Universal Tailstock Die Holder Part 7
 0:05:49
0:05:49
Making a Threading Die Holder (Free Plans)
 0:29:19
0:29:19
Live Free or DIE HOLDER
 0:19:49
0:19:49
Tailstock die holder made from odds and sods.
 0:11:40
0:11:40
Tailstock Die Holder Modification
 0:07:25
0:07:25
Building A Tailstock Die Holder For The Lathe
 0:24:01
0:24:01
Tailstock Die Holder Build
 0:20:04
0:20:04
Making a UNIVERSAL Tap Follower || INHERITANCE MACHINING
 0:03:46
0:03:46
Tailstock Threading Die Holder Tool
 0:12:27
0:12:27
Machining A Threading Die Holder For My Lathe Tailstock
 0:14:03
0:14:03
Easy Threading on the Metal Lathe with a Floating Die Holder
 0:34:52
0:34:52
Finishing the bigboy tailstock die holder
 0:06:23
0:06:23
Tailstock Tap and Die Holder (Tap Follower For Optimum OPTi turn lathe TU 2004V)
 0:04:39
0:04:39
Tailstock Floating Die Holder Set
 0:23:33
0:23:33
MHW Episode 98 - Tail Stock Button Die Holder
 0:14:48
0:14:48
Cutting the Morse Taper with your compound for a Tailstock Die Holder
 0:18:35
0:18:35
SNNC 320 P2 Door Number , Tailstock Die Holder Mod
 0:12:35
0:12:35
Mini Lathe Tailstock Die Holder, 3D Printed Die Holder
 0:04:57
0:04:57
Tailstock Die Holder MT3/ Sliding tailstock die holder
Комментарии