filmov
tv
Восстановление постели распредвала ГБЦ Саманд Restoration of the camshaft bed of the cylinder head

Показать описание
Помощь каналу Промсвязьбанк: 2200 0305 3314 4870 Руслан Олегович В.
ЮMoney: 4100 1178 3349 6761
WebMoney: Z350729664703
+79493142765 (МСК 8:00-17:00, вых. СБ, ВС, WhatsApp, Telegram)
Автор роликов на канале Руслан Васильев
Восстановление постели распредвала ГБЦ Саманд
Restoration of the camshaft bed of the cylinder head Samand
Сегодня у нас гбц авто Саманд 1,8, бензин. Кто не в теме, то это авто иранского производства, созданного на базе хорошо известного Peugeot 405
Привезли головку в плановый ремонт. После разборки и дефектовки оказалось, что головка практически в отличном состоянии, не требует замены втулок, клапанов, седел. Нужно лишь сделать общую очистку самой головы, коллекторов, клапанов. Восстановить фаски на тарелках клапана и немного подправить под-заузить фаски на седлах клапанов, соответственно перетереть их. И естественно поменять сальники клапанов и распредвала, а в завершении отфрезеровать плоскость прилегания и отрегулировать тепловые зазоры.
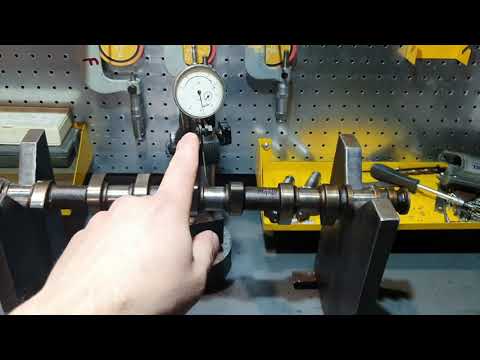
Однако несмотря на все это беда у головки все же выявилась. На шейке постели распредвала есть огромные выработки. Тоже самое наблюдается и на бугеле распредвала. И также немного травмирована шейка самого вала. Согласована сумма и объем работ, который включал в себя и восстановление постели распредвала. Чтобы восстановить постель распредвала требуется как-то убрать выработку на бугеле и на головке. Делаем мы это при помощи технологии димет и при помощи наварки. На бугель распредвала наносим димет. Наносим его четко в выработку, предварительно очистив и отпескоструив плоскость. Соответственно Андрей осуществил наварку на шейке головки. Расточник Виталий убрал лишнюю сварку с шейки головки и станочник снял 4 десятки с поверхности прилегания бугелей. Тем самым мы уменьшили диаметр отверстия постели распредвала. Плоскость прилегания бугелей на головке в хорошем состоянии, а значит нам не требуется ровнять ее фрезеровкой, а лишь нужно очистить ее от герметика и иной грязи. Делает это расточник постелей коленвалов и распредвалов Тимофей при помощи щетки – тарелки и дрели, но после того, как известными способами он выставил и закрепил головку на станке. Предварительно расточник выставляет резец на минимальный диаметр. Далее на каждом бугеле убирает заусенцы в отверстиях под шпильки и на самих плоскостях, ведь после подрезки на станке они присутствуют. Каждая шейка на распредвалу имеет разный диаметр, т.к. извлекается вал в одну из сторон. Поэтому делаем посадку в каждом подшипнике скольжения под свой диаметр. Предварительно шейки вала отполировали на станке. Итак, начинаем первый черновой проход резцом. Извлечем бурштангу, уберем люнеты и осуществим контрольный замер, относительного которого Тимофей и будет выставлять дальше резец. Как видим остались еще темные полосы на стыке бугелей. Это здесь еще не взял резец. Тоже самое наблюдается и с противоположной стороны. Я специально не называю никаких размеров чтобы вы не путались. А на пальцах проточка делается Тимофеем так. Он измеряет диаметр шейки вала и по нему делает проточку. Т.е. в отверстии постели будет точно такой же диаметр, как и на измеренной шейки вала. А затем к размеру добавляет 5-6 соток на сторону. Но делает это токарь после контрольного замера. Если там будет плюс или минус десятка и пять соток, то и чистовой размер будет на столько же скорректирован. По итогу мы видим на индикаторе 5,5 соток зазора. В принципе первая шейка готова. На видео мы видим. Что остались небольшие полоски темного цвета, где резец не коснулся, но эти полоски больше основного отверстия всего на сотку и никакого влияния на работу не сыграют. Теперь доработаем этот бугель. Нам требуется расточить отверстие под сальник распредвала. Выставляем размер сальника 42 мм. и проходим резцом до, так сказать, упора. Подобным же образом Тимофей поступает с остальными шейками распредвала. Измеряет реальный диаметр, и проходит резцом на требуемый плюс соответствующую шейку. И вот последняя шейка, которая была наварена, а бугель напылен.
ЮMoney: 4100 1178 3349 6761
WebMoney: Z350729664703
+79493142765 (МСК 8:00-17:00, вых. СБ, ВС, WhatsApp, Telegram)
Автор роликов на канале Руслан Васильев
Восстановление постели распредвала ГБЦ Саманд
Restoration of the camshaft bed of the cylinder head Samand
Сегодня у нас гбц авто Саманд 1,8, бензин. Кто не в теме, то это авто иранского производства, созданного на базе хорошо известного Peugeot 405
Привезли головку в плановый ремонт. После разборки и дефектовки оказалось, что головка практически в отличном состоянии, не требует замены втулок, клапанов, седел. Нужно лишь сделать общую очистку самой головы, коллекторов, клапанов. Восстановить фаски на тарелках клапана и немного подправить под-заузить фаски на седлах клапанов, соответственно перетереть их. И естественно поменять сальники клапанов и распредвала, а в завершении отфрезеровать плоскость прилегания и отрегулировать тепловые зазоры.
Однако несмотря на все это беда у головки все же выявилась. На шейке постели распредвала есть огромные выработки. Тоже самое наблюдается и на бугеле распредвала. И также немного травмирована шейка самого вала. Согласована сумма и объем работ, который включал в себя и восстановление постели распредвала. Чтобы восстановить постель распредвала требуется как-то убрать выработку на бугеле и на головке. Делаем мы это при помощи технологии димет и при помощи наварки. На бугель распредвала наносим димет. Наносим его четко в выработку, предварительно очистив и отпескоструив плоскость. Соответственно Андрей осуществил наварку на шейке головки. Расточник Виталий убрал лишнюю сварку с шейки головки и станочник снял 4 десятки с поверхности прилегания бугелей. Тем самым мы уменьшили диаметр отверстия постели распредвала. Плоскость прилегания бугелей на головке в хорошем состоянии, а значит нам не требуется ровнять ее фрезеровкой, а лишь нужно очистить ее от герметика и иной грязи. Делает это расточник постелей коленвалов и распредвалов Тимофей при помощи щетки – тарелки и дрели, но после того, как известными способами он выставил и закрепил головку на станке. Предварительно расточник выставляет резец на минимальный диаметр. Далее на каждом бугеле убирает заусенцы в отверстиях под шпильки и на самих плоскостях, ведь после подрезки на станке они присутствуют. Каждая шейка на распредвалу имеет разный диаметр, т.к. извлекается вал в одну из сторон. Поэтому делаем посадку в каждом подшипнике скольжения под свой диаметр. Предварительно шейки вала отполировали на станке. Итак, начинаем первый черновой проход резцом. Извлечем бурштангу, уберем люнеты и осуществим контрольный замер, относительного которого Тимофей и будет выставлять дальше резец. Как видим остались еще темные полосы на стыке бугелей. Это здесь еще не взял резец. Тоже самое наблюдается и с противоположной стороны. Я специально не называю никаких размеров чтобы вы не путались. А на пальцах проточка делается Тимофеем так. Он измеряет диаметр шейки вала и по нему делает проточку. Т.е. в отверстии постели будет точно такой же диаметр, как и на измеренной шейки вала. А затем к размеру добавляет 5-6 соток на сторону. Но делает это токарь после контрольного замера. Если там будет плюс или минус десятка и пять соток, то и чистовой размер будет на столько же скорректирован. По итогу мы видим на индикаторе 5,5 соток зазора. В принципе первая шейка готова. На видео мы видим. Что остались небольшие полоски темного цвета, где резец не коснулся, но эти полоски больше основного отверстия всего на сотку и никакого влияния на работу не сыграют. Теперь доработаем этот бугель. Нам требуется расточить отверстие под сальник распредвала. Выставляем размер сальника 42 мм. и проходим резцом до, так сказать, упора. Подобным же образом Тимофей поступает с остальными шейками распредвала. Измеряет реальный диаметр, и проходит резцом на требуемый плюс соответствующую шейку. И вот последняя шейка, которая была наварена, а бугель напылен.
 0:13:45
0:13:45
Восстановление постели распредвала ГБЦ Саманд Restoration of the camshaft bed of the cylinder head...
 0:21:14
0:21:14
Как восстановить постель распредвала на примере ГБЦ Рено восстановление постели распредвала Renault...
 0:01:35
0:01:35
Восстановление распредвалов
 0:00:26
0:00:26
Гбц 16v ремонт постели распредвалов г.Челябинск
 0:09:08
0:09:08
Восстановление постелей распредвалов ГБЦ от Renault Scenic. Расточник Алексей Яковлев #сто #птз #ptz...
 0:01:00
0:01:00
ГБЦ Рено Дастер восстановление постели распредвала shorts...
 0:07:05
0:07:05
Ремонт постелели распредвалов ДВС K4M,город Барнаул
 0:01:36
0:01:36
#audi80 ремонт постели распредвала (по дешману 😀)
 0:01:34
0:01:34
Восстановление постели распредвала мотор ep6
 0:03:54
0:03:54
Ремонт постели распредвала двигателя EP 6.
 0:03:44
0:03:44
Ремонт Головки Блока Цилиндров (ГБЦ) Iran Khodro Samand Soren
 0:13:08
0:13:08
Восстановление постели распредвалов головки двигателя Ваз 16-ти клапанная + ремонт гидриков...
 0:15:50
0:15:50
Ремонт постелей распредвалов ГБЦ
 0:19:57
0:19:57
Клиент ГБЦ Мазда по своей вине попал на деньги из 3х делаем одну восстановление постели распредвала...
 0:33:02
0:33:02
Восстановление разорванной постели ГБЦ БМВ М20 нюансы заварки настройка сварочного трещины и другое...
 0:27:07
0:27:07
ГБЦ FORD Focus 1.0 кто перепутал толкатели лопнули бугели распредвала ремонт постели распредвала...
 0:01:24
0:01:24
почему стучит распредвал
 0:01:01
0:01:01
Восстановление постелей распредвалов в гбц на американском станке. Леха Яковлев #Петрозаводск #гбц...
 0:02:12
0:02:12
Ремонт распредвала методом напыления. Вторая жизнь распределительного вала....
 0:00:27
0:00:27
БМВ М30В35 восстановление постели распредвала.
 0:10:13
0:10:13
Как восстановить постель ГБЦ Opel (Опель) Astra H Z16XEP
 0:00:35
0:00:35
ремот, восстановление распредвала( его постели)
 0:01:49
0:01:49
восстановление распредвала своими руками. do-it-yourself camshaft restoration....
 0:00:57
0:00:57
Ремонт постели распредвалов ГБЦ-406
Комментарии