filmov
tv
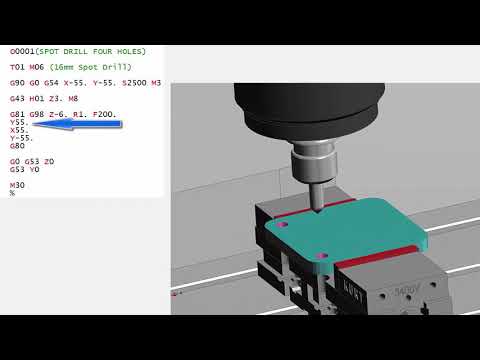
G82 Dwell Time Explained – Haas Automation Tip of the Day

Показать описание
In this Tip of the Day, Mark explains how and why to use a dwell time in your G82 drilling cycles, and provides a simple formula to calculate the correct length of that dwell for best results.
If you enjoyed this video, please hit the like button and share it with a friend who’ll find it helpful . . . and thanks!
Follow Haas:
If you enjoyed this video, please hit the like button and share it with a friend who’ll find it helpful . . . and thanks!
Follow Haas:
 0:06:35
0:06:35
G82 Dwell Time Explained – Haas Automation Tip of the Day
 0:06:35
0:06:35
G82 Dwell Time Explained – Haas Automation Tip of the Day
 0:00:31
0:00:31
G82 Drill with Dwell Program Example
 0:03:20
0:03:20
G82 Drilling Cycle Calculations Explained
 0:04:55
0:04:55
G82 ka use kaise kare,dwell time kya hota ha ,dwell time kaise nikale
 0:04:17
0:04:17
Introduction to the Spot Drilling Cycle - G82
 0:14:04
0:14:04
#(7) G82 Spot Drill Cycle for all controllers in VMC ! G82 Dwell Time Explained ! Counter bore cycle
 0:02:52
0:02:52
G82 Multiple Holes Code Explained -Okuma Mill
 0:06:05
0:06:05
G82 Counter bore cycle with G98 and G99 G Codes explained
 0:04:00
0:04:00
G82 Varying R/Z Values
 0:08:15
0:08:15
G82 Dwell Drilling Cycle #g82 #vmcprogramming
 0:03:04
0:03:04
Canned Cycles - Overview of Parameters
 0:04:25
0:04:25
What Is Dwell Time
 0:00:21
0:00:21
G81 Drilling Cycle Sample Program
 0:02:37
0:02:37
2 G82 Counter bore cycle
 0:00:54
0:00:54
G82 CANNED CYCLE - DRILLING WITH DWELL TIME #shorts
 0:04:17
0:04:17
G82 spot drilling cycle/boring cycle
 0:19:13
0:19:13
G82-Drilling Cycle With Dwell | VMC-Tutorial 2 | CNC Technology | Fanuc Programming | CNC Hub Hindi
 0:07:46
0:07:46
#30 How to calculate Dwell time in CNC & VMC ! DWELL TIME IN CNC & VMC ! G04 DWELL TIME IN C...
 0:03:24
0:03:24
Dwell Time: What Is It and Why Is It Important? | Train With Us
 0:00:34
0:00:34
G82 Spot Drill
 0:07:44
0:07:44
Introduction to Canned Cycles
 0:02:01
0:02:01
CNC Milling Machine - Drilling (G81, G82, G83)
 0:16:36
0:16:36
VMC Drilling Cycles G81 Cycle G82 Cycle G83 Cycle explain. G Code G80 G81 G82 G83 Cycle full explain
Комментарии