filmov
tv
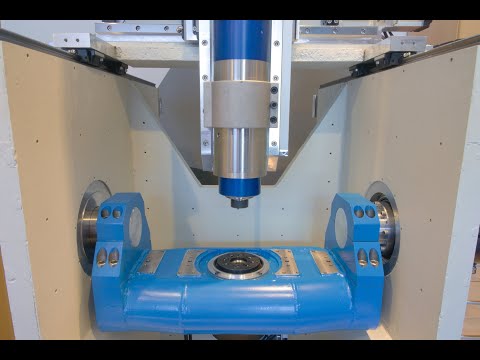
Diy 5th axis trunnion build part4

Показать описание
Diy 5th axis trunnion build series for my epoxy granite vertrical mill.
Its a B-C configuration trunnion running on Harmonic drives with delta Servo's. Raw material is weighing in 26kg. In this video I am machining the main body that will hold the C axis.
Its a B-C configuration trunnion running on Harmonic drives with delta Servo's. Raw material is weighing in 26kg. In this video I am machining the main body that will hold the C axis.
 0:13:03
0:13:03
Diy 5th axis trunnion build part1
 0:14:01
0:14:01
Diy 5th axis trunnion build part2
 0:29:56
0:29:56
Diy 5th axis trunnion build part4
 0:23:52
0:23:52
Diy 5th axis trunnion build part7
 0:14:16
0:14:16
Diy 5th axis trunnion build part6
 0:12:02
0:12:02
Diy 5th axis trunnion build part5
 0:20:30
0:20:30
Diy 5th axis trunnion build part3
 0:00:42
0:00:42
The Moreside Indexable Trunnion for 5 axis indexing on your 4 axis mill
 0:02:19
0:02:19
Rework of a htd 5m pulley.
 0:28:59
0:28:59
3+2 machining on 5th axis trunnion first real part
 0:02:46
0:02:46
DIY 5 AXIS CNC - Grinding on 5th AXIS
 0:01:08
0:01:08
diy cnc 5 axis
 0:27:49
0:27:49
5-Axis Made Easy - Parts 1, 2 and 3
 0:00:17
0:00:17
Home build cnc mill: First movement
 0:00:08
0:00:08
Is this supposed to be the world's smallest five-axis?#cncmachine #cnc #diy #creativity #5axis ...
 0:00:31
0:00:31
5 axis trunnion
 0:02:38
0:02:38
(Classified - Top Secret Trunnion Action) Small 5 Axis CNC Mill / Router
 0:00:16
0:00:16
Moreside Model 250 with 5th Axis D115 custom 5 axis indexer
 0:01:19
0:01:19
DIY CNC 5 axis first run
 0:06:51
0:06:51
DIY 5 Axis CNC Router...Build Video 1
 0:04:48
0:04:48
DIY 5th axis intro
 0:03:19
0:03:19
5 Axis - Preparing Trunnion Geometry
 0:22:40
0:22:40
Build My Own CNC Mill 5-axis [Replaceable AC-axis]
 0:03:24
0:03:24
Easy 5 Axis CNC Machining
Комментарии