filmov
tv
Коническая резьба

Показать описание
 0:00:28
0:00:28
Преимущества конической резьбы.
 0:04:20
0:04:20
Нарезание трубной конической резьбы. ROTHENBERGER.
 0:12:00
0:12:00
Коническая резьба
 0:00:44
0:00:44
Конические метчик и плашка (NPTF)
 0:09:09
0:09:09
Конические резьбы и виды уплотнений | как правильно уплотнять конические резьбы...
 0:08:20
0:08:20
Коническая резьба на любом токарном станке
 0:13:29
0:13:29
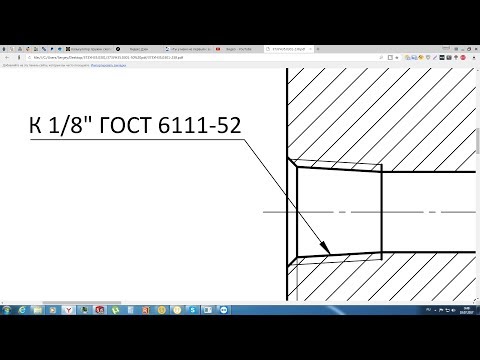
Solidworks. Урок 20.4 Простановка КОНИЧЕСКОЙ РЕЗЬБЫ по ГОСТ - создание чертежа...
 0:14:51
0:14:51
Коническая резьба метчиком на стальном штуцере.
 0:14:04
0:14:04
Как нарезать коническую резьбу
 0:00:43
0:00:43
Штанга буровая с приварными замками (коническая резьба)...
 0:12:30
0:12:30
Коническая резьба плашкой? Не, не хочу.
 0:00:18
0:00:18
Замок буровой навинчиваемый, резьба коническая З-56
 0:09:10
0:09:10
Коническая метрическая внутренняя Быстрое решение
 0:07:12
0:07:12
Нарезание конической резьбы на токарном станке с установленной конусной линейкой...
 0:28:24
0:28:24
Виды резьбы. (Метрическая, трубная цилиндрическая, трапецеидальная, упорная и другие виды резьбы)...
 0:03:55
0:03:55
Конусная резьба, разными резцами
 0:01:20
0:01:20
WM210V # 2.1 нарезание конической резьбы
 0:09:29
0:09:29
Конусная резьба на старом токарном станке.
 0:03:29
0:03:29
Как нарезать конусную резьбу народным методом
 0:09:23
0:09:23
Виды резьбы. Основные типы и сферы применения
 0:07:13
0:07:13
Функция G32 для стойки FANUС, часть 2 'нарезка конической резьбы' (симулятор станка с ЧПУ)...
 0:00:07
0:00:07
Коническая резьба 1/8
 0:10:18
0:10:18
Коническая резьба НЕ правильно!
 0:04:44
0:04:44
Коническая резьба, без конусной линейки
Комментарии