filmov
tv
Скорость и мощность потока создания ценности | Основы Бережливого производства (Lean Production)

Показать описание
Зависит ли мощность потока от его скорости и наоборот?
Возможно ли увеличить скорость и мощность производственного потока?
Если увеличить скорость потока в 10 раз, то насколько увеличится его мощность?
Разбираемся...
---------------
Сотрудничество.
Производственный управленческий консалтинг и обучение.
Оказываем консультационные и образовательные услуги на всей территории России, в Украине и СНГ. Работаем в очном и дистанционном формате.
Основные применяемые методологии.
- Бережливое производство (Lean Production)
- 6 сигм (Six Sigma)
- Теория ограничений (Theory of Constraints, TOC)
- Управление проектами по Scrum SE
Для новых клиентов по услугам производственного консалтинга – 1 час бесплатной консультации.
Звоните, пишите!
Всегда рады плодотворному взаимовыгодному общению и сотрудничеству!
8 (800) 250-28-22 (Бесплатно для звонков из России)
+7 (495) 204-27-41 (Представительство в Москве)
Возможно ли увеличить скорость и мощность производственного потока?
Если увеличить скорость потока в 10 раз, то насколько увеличится его мощность?
Разбираемся...
---------------
Сотрудничество.
Производственный управленческий консалтинг и обучение.
Оказываем консультационные и образовательные услуги на всей территории России, в Украине и СНГ. Работаем в очном и дистанционном формате.
Основные применяемые методологии.
- Бережливое производство (Lean Production)
- 6 сигм (Six Sigma)
- Теория ограничений (Theory of Constraints, TOC)
- Управление проектами по Scrum SE
Для новых клиентов по услугам производственного консалтинга – 1 час бесплатной консультации.
Звоните, пишите!
Всегда рады плодотворному взаимовыгодному общению и сотрудничеству!
8 (800) 250-28-22 (Бесплатно для звонков из России)
+7 (495) 204-27-41 (Представительство в Москве)
 0:05:16
0:05:16
Скорость и мощность потока создания ценности | Основы Бережливого производства (Lean Production)...
 0:05:56
0:05:56
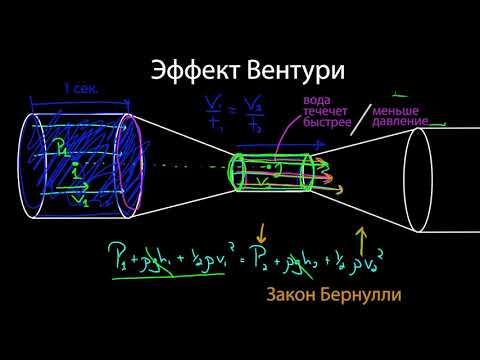
Закон Бернулли
 0:08:53
0:08:53
Эффект Вентури и трубка Пито (видео 16) | Жидкости | Физика...
 0:11:40
0:11:40
Парадокс сужающейся трубы
 0:02:22
0:02:22
Электричество за 2 минуты! Напряжение, сила, мощность, постоянный и переменный ток. ПРОСТО О СЛОЖНОМ...
 0:10:14
0:10:14
Физика - перемещение, скорость и ускорение. Графики движения....
 0:10:48
0:10:48
Механическая работа и мощность. 7 класс.
 1:01:45
1:01:45
Вебинар 'Создание поточной вытягивающей системы'
 0:04:17
0:04:17
STM32 ПИД-регулятор мотор-колеса в создании автономного робота - декабрь 2024 #роботы #arduino...
 1:33:44
1:33:44
4. Бережливое производство. Создание связанного потока Часть 1...
 0:05:05
0:05:05
Мощность Единицы мощности. Физика 7 класс.
 1:06:19
1:06:19
Spitfire. История легенды
 0:46:58
0:46:58
Русский коллайдер | Техногеника | Discovery Channel
 0:00:16
0:00:16
Подкатил к девушке ревнивого бодибилдера | Паркур-Пранк😱...
 0:09:09
0:09:09
КАК работает ПРОЦЕССОР? ОБЪЯСНЯЕМ
 0:03:46
0:03:46
Разогнал вентилятор почти до скорости звука!
 0:34:11
0:34:11
20. Работа. Мощность. КПД
 0:10:10
0:10:10
Впуск и выхлоп | Science Garage На Русском
 0:22:25
0:22:25
Инструменты управления потоком в Канбан
 0:11:26
0:11:26
ВСЯ СЛОЖНОСТЬ АЛГОРИТМОВ ЗА 11 МИНУТ | ОСНОВЫ ПРОГРАММИРОВАНИЯ...
 0:10:01
0:10:01
Такая доработка АВТО повысит мощность и снизит расход топлива!!...
 0:05:49
0:05:49
Источники энергии. Невозможность создания вечного двигателя. Работа, мощность, энергия....
 0:43:46
0:43:46
Всё, что вы хотели знать о высоком напряжении. Покажем и испытаем на себе!...
 1:14:57
1:14:57
ЕГЭ по физике. Занятие 8. Работа. Мощность. Энергия
Комментарии