filmov
tv
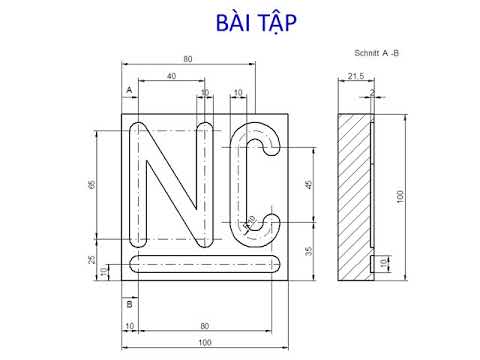
Lập trình phay CNC - Bài 12: Bài tập tổng hợp 1

Показать описание
Bài tập tổng hợp một số kiến thức, kỹ năng viết chương trình từ các bài trước đó.
Viết chương trình và kiểm soát chương trình là một kỹ năng rất quan trọng cần luyện tập. Đôi khi chúng ta nghĩ dễ, tuy nhiên nó cũng dễ nhầm lẫn. Tập viết chương trình để tránh những sai sót, nhầm lẫn và tạo một kỹ năng tư duy CNC nhanh
Bài tập tham khảo (có thể thiếu kích thước, mong các bạn thông cảm)
Viết chương trình và kiểm soát chương trình là một kỹ năng rất quan trọng cần luyện tập. Đôi khi chúng ta nghĩ dễ, tuy nhiên nó cũng dễ nhầm lẫn. Tập viết chương trình để tránh những sai sót, nhầm lẫn và tạo một kỹ năng tư duy CNC nhanh
Bài tập tham khảo (có thể thiếu kích thước, mong các bạn thông cảm)
 0:05:11
0:05:11
Lập trình phay CNC - Bài 1: Cấu trúc chương trình CNC
 0:07:55
0:07:55
Lập trình phay CNC - Bài 3: Những câu lệnh đầu chương trình phay CNC
 0:19:31
0:19:31
Lập trình phay CNC - Bài 12: Bài tập tổng hợp 1
 0:14:49
0:14:49
4 cách Set (offset) dao trên máy phay CNC (đo dao trên máy phay CNC)
 0:26:31
0:26:31
Lập trình phay CNC - Bài 13: Bài tập tổng hợp 2 (chi tiết có nhiều gốc gia công)
 0:12:46
0:12:46
BÀI TẬP LẬP TRÌNH PHAY CNC áp dụng cơ bản cho người mới học
 0:18:57
0:18:57
Lập trình phay CNC - Bài 14: Sử dụng G01 để bo cung, vạt cạnh
 0:11:17
0:11:17
Lập trình phay CNC - Bài 17: Bù bán kính dao chamfer (vạt cạnh)
 0:06:16
0:06:16
Quá trình phay CNC một chi tiết từ A-Z
 0:17:18
0:17:18
Thực tế set gốc gia công trên may phay CNC Fanuc
 0:09:22
0:09:22
Lập trình phay CNC - Bài 2: Hệ tọa độ
 0:12:51
0:12:51
Lập trình phay CNC - Bài 7: Bù bán kính dao G41; G42
 0:17:06
0:17:06
Cấu Trúc Chương Trình CNC | Lập Trình Phay CNC | DANH HUY CNC
![[Hướng dẫn]_VẬN HÀNH](https://i.ytimg.com/vi/o50mXay7CjM/hqdefault.jpg) 0:19:21
0:19:21
[Hướng dẫn]_VẬN HÀNH máy PHAY CNC từ A - Z cho người mới bắt đầu.
 0:46:51
0:46:51
Phay công nghệ CNC haui
 0:22:31
0:22:31
Lập trình phay CNC - Bài 8: Các chu trình gia công khoan, ta rô
 0:23:12
0:23:12
Lập trình tay CNC || Gcode - Mcode cơ bản Part 1 || Huỳnh Hiếu
 0:14:44
0:14:44
Lập trình phay CNC nâng cao-MACRO 1.Variables function chức năng biến| Training CNC.
 0:23:07
0:23:07
Lập trình phay CNC - Bài 16: Gia công lỗ tròn
 0:23:04
0:23:04
Chuyển đổi công việc Vận hành sang Lập trình CNC - Dễ hay Khó?
 1:21:00
1:21:00
Khóa học lập trình CNC căn bản online-free-Bài 1: Hệ tọa độ
 0:06:14
0:06:14
Lập trình phay CNC - Bài 4: Lệnh di chuyển trục chính theo đường thẳng
 0:01:31
0:01:31
Bài 15 Các bài tập lập trình gia công trên máy phay CNC
 0:05:23
0:05:23
Tạo - Mở - Xóa chương trình trực tiếp trên máy CNC
Комментарии