filmov
tv
Gear cutting on a Shaper (making the tool)
Показать описание
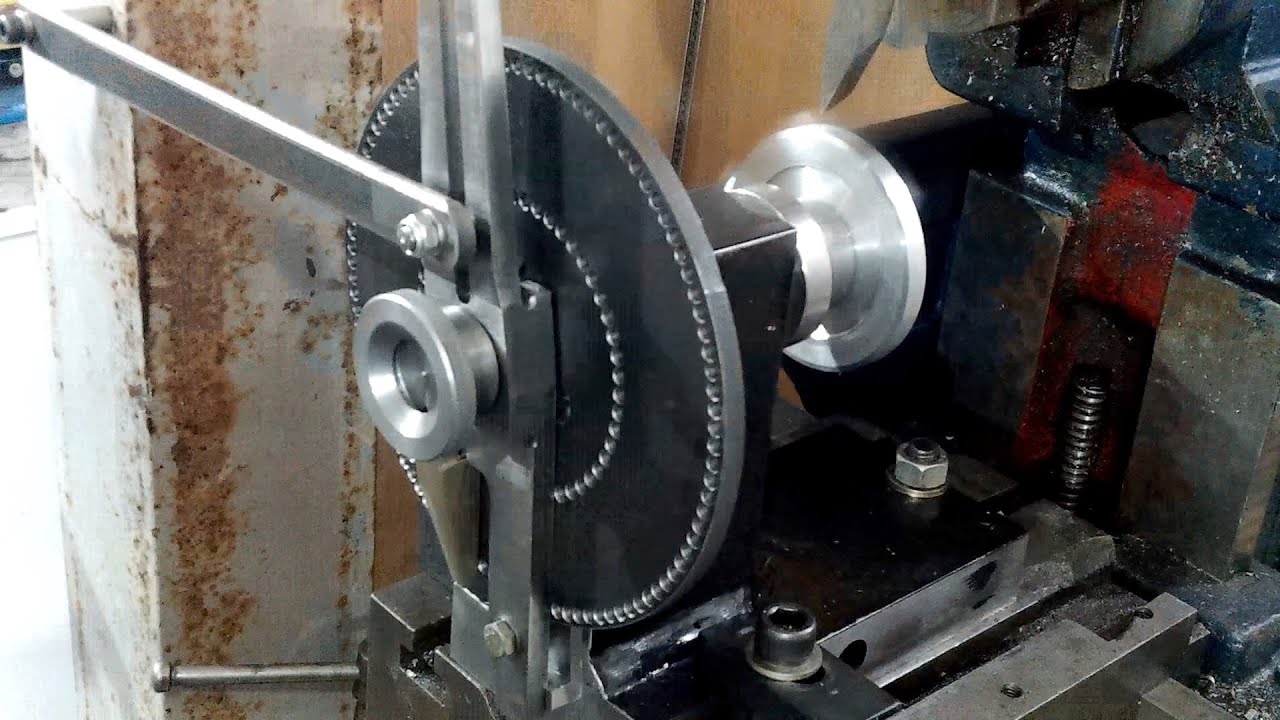
Cutting Gears on a Shaper (making the tool). (Go to 21min 55sec to see the less detailed bit) This tool/device is designed to make any gear size from 46mm to 160mm diameter, and any number of teeth from 10 to 100.
By using sleeves and collars any variation of gear blank bore can be fitted. The one caviat is that keyways must be used. This video shows how I made the tool/device for the shaper and shows you how I use it. The gear making tool works well, and made an aluminium gear that meshed very nicely with the gear I copied it from. I’m also surpised how quickly the shaper made the gear, each tooth in the video, was formed in less than two minutes each, that wasn’t any where near the speed it could have completed the task. The only problem with this project is the huge quantity of index holes that are required to achieve the target number of gear sizes.
I am leaving the project open for anyone to modify and improve. enjoy.
I'd like to say thanks to Geoffrey Croker for inspiring me to make this project.
I would like to thank 'This old tony’ and ‘Mrpete222’ for their role in helping me understand the art of gear making.
By using sleeves and collars any variation of gear blank bore can be fitted. The one caviat is that keyways must be used. This video shows how I made the tool/device for the shaper and shows you how I use it. The gear making tool works well, and made an aluminium gear that meshed very nicely with the gear I copied it from. I’m also surpised how quickly the shaper made the gear, each tooth in the video, was formed in less than two minutes each, that wasn’t any where near the speed it could have completed the task. The only problem with this project is the huge quantity of index holes that are required to achieve the target number of gear sizes.
I am leaving the project open for anyone to modify and improve. enjoy.
I'd like to say thanks to Geoffrey Croker for inspiring me to make this project.
I would like to thank 'This old tony’ and ‘Mrpete222’ for their role in helping me understand the art of gear making.
 0:17:27
0:17:27
Shaper Machine - Involute Gear Cutting
 0:29:29
0:29:29
Gear cutting on a Shaper (making the tool)
 0:00:13
0:00:13
Sykes V10A gear shaper cutting a spline #engineering #cncmachining #gearcutting #machining
 0:05:12
0:05:12
Cutting gears on a shaper (update)
 0:27:07
0:27:07
GEAR CUTTING ON THE METAL SHAPER
 0:14:28
0:14:28
Building a Gear Shaper
 0:00:44
0:00:44
Cutting a helical gear on an Elliott 10M shaper
 0:21:12
0:21:12
Cutting a gear on the shaper... again!
 0:00:26
0:00:26
6 Module 20 Pa 21 Teeth Gear Shaper Cutter #gearcutting
 0:00:53
0:00:53
How a gear is made, MAAG gear shaper #gearcutting #madeinwesternaustralia #wagears
 0:59:47
0:59:47
Cutting an Internal Ring Gear on the Shaper
 0:20:33
0:20:33
How I make gears on the shaper.
 0:25:41
0:25:41
Involute Gear Cutting on the Shaper - Drawings and Calculations
 0:00:34
0:00:34
Gleason P600/800ES Gear Shaping Machine with the Electronic Shaping Guide Option
 0:00:19
0:00:19
Gear Copy Machine DIY at Home #gearcutting #lathe
 0:22:01
0:22:01
Involute Gear Cutting on the Shaper - Director's Cut
 0:00:30
0:00:30
Internal Gear cutting of 650mm diameter, planetary ring gear at WA Gears #engineering #gearcutting
 0:07:34
0:07:34
Fixing Lathe Bull Gear - Cutting Gear Teeth on the Shaper
 0:00:18
0:00:18
8 mm belt qater 45 teeth gear cutting gear shaper machine
 0:00:11
0:00:11
Gear Cutting On Gear Shaper Machine #viral #machinery
 0:00:16
0:00:16
gear shaper cutting gear #mechanical #videos #machine #channel #engineering #thread #ground #grader
 0:12:41
0:12:41
cutting gear teeth on the shaper machine.
 0:00:14
0:00:14
5 Module 40 Teeth Spur Gear Cutting 10M Views #viral #gearcutting #mechanical #machine #technology
 0:13:28
0:13:28
shaper gear cutting a true involute profile
Комментарии