filmov
tv
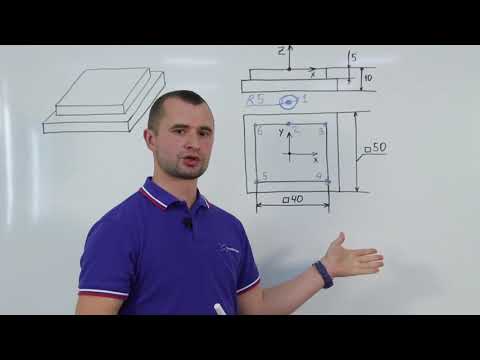
нюанс G41 и G42

Показать описание
 0:09:13
0:09:13
нюанс G41 и G42
 0:04:44
0:04:44
Коррекция радиуса инструмента G41 и G42 (основные понятия и разъяснения) CNC...
 0:03:48
0:03:48
выбор кромок на токарном для G41 и G42
 0:01:50
0:01:50
не отработка G41 G42 или не корректная отработка
 0:04:51
0:04:51
ОСНОВЫ ЧПУ - #39 - КОРРЕКЦИЯ НА РАДИУС: G41 И G42 / Программирование обработки на станках с ЧПУ...
 0:02:34
0:02:34
G41 или G42
 0:12:41
0:12:41
Программирование станков с ЧПУ. Урок 9. Автоматическая коррекция на радиус инструмента. Коды G40-G42...
 0:07:46
0:07:46
Коррекция на радиус инструмента. G40, G41, G42. Создание управляющей программы для ЧПУ #cnc...
 0:30:18
0:30:18
Коды G40/G41/G42 при написании программ для станков с ЧПУ. 19.07.2022...
 0:17:47
0:17:47
Коррекция/Компенсация на ИЗНОС G41/G42 в SolidCAM и HAAS !
 0:38:54
0:38:54
Дополнение к теме фасок + команды G41 G42 + ответ подписчику MasterCNC2...
 0:34:25
0:34:25
Работа с компенсациями G41, G42, G43 для станков с ЧПУ. Примеры на Fanuc, Haas. 22.02.2023...
 0:20:00
0:20:00
Занятие 1-05 от 28.02.2021. Компенсация на диаметр инструмента G41, G42...
 0:01:39
0:01:39
TNRC - G40 , G41, G42
 0:03:51
0:03:51
Видео-урок 'Коррекция на радиус инструмента'
 0:11:42
0:11:42
G41/G42 D - PROGRAMMATION
 0:04:01
0:04:01
ОСНОВЫ ЧПУ - #41 - АКТИВАЦИЯ КОРРЕКЦИИ, ПОДВОД И ОТВОД / Программирование обработки на станках с ЧПУ...
 0:07:23
0:07:23
CNC TOLL RADIUS COMPENSATION G41,G42.G40
 0:20:00
0:20:00
Занятие 1-04 Часть 2. Курс 0001. Стратегии определения компенсаций G41, G42 при создании УП...
 0:09:08
0:09:08
HOW TO USE G40 G41 & G42 CODES ON FANUC 18M CNC SIMULATORS
 0:20:00
0:20:00
Занятие 1-05 от 26.10.2020. Стратегии определения компенсаций G41, G42...
 0:05:24
0:05:24
Коррекция на радиус ТО FANUC
 0:00:17
0:00:17
Case share for Tool Radius compensation G41 G42 | CNC Smart lathe
 0:08:24
0:08:24
G41 -G42 AYRINTILI ANLATIM
Комментарии