filmov
tv
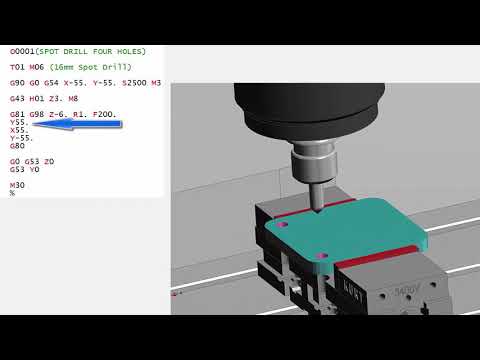
DRILLING USING A G83 CANNED CYCLE

Показать описание
Simplify drilling by using a G83 Canned cycle on your CNC Lathe.

DRILLING USING A G83 CANNED CYCLE

G83 Deep Hole Drilling Cycle

Don't Waste Cycle Time; Peck Drilling Essentials - Haas Automation Tip of the Day

G83 Code Tutorials, Face Drilling with a Better Chip Removal | CNC SMARTLATHE

SolidCam Machining: G83 Normal Peck Drilling Canned Cycle

G83 - Detailed Explanation
G81 Drilling Cycle Sample Program

Programming Peck Drilling Cycles with G-Code

G83 Peck Drilling for Deeper Hole || I j k p use in Drilling Canned Cycle || Reduce Cycle Time

KMotionCNC Peck Drill Canned Cycle G83 G98 G99

G83 PECK DRILLING

The G83 & G73 Peck drilling cycles on a CNC lathe or machining centre -Learn to program Fanuc G-...

CNC turning G83 peck drilling cycle programming @cnc_information_in_kannada

G83 PECK DRILLING CYCLE

Standard drilling cycle | G-code | G83| Canned cycle | VMC machine

G73 Peck Drilling Program Example

3 G83 Peck drilling cycle

G83-Peck Drilling Canned Cycle for Fanuc VMC HMC. CNC PROGRAMMING IN HINDI

G83 PECK DRILLING

# G83 - PACK DRILLING ( DEEP HOLE DRILLING ) CYCLE WITH PRACTICAL VMC MACHINE ACCORDING TO DRAWING

Deep hole peck Drilling | G83 | YG CO8 drill | VMC machine

G83 Code Tutorials, Face Drilling with Y axis 4+4 Live Tools. | CNC SMARTLATHE

use G83 for drilling cnc lathe

DRILLING OPERATION BY SOLIDCAM , G83 PECK DRILLING
Комментарии